REGISTRO DOI: 10.69849/revistaft/pa10202510261019
Antonio Clareti Pereira1
Abstract
Recycling aluminum cans is a crucial part of the circular economy, saving up to 95% of energy compared to initial production. This approach enables almost unlimited reuse of materials. From 2020 to 2025, innovations in collection logistics, sensor-based sorting, and low-emission remelting technologies have considerably increased global recycling efficiency. Policy measures such as deposit-return schemes, extended producer responsibility (EPR), and carbon credit initiatives have also reshaped the economic and regulatory landscape. This comprehensive review combines insights from over 70 scientific articles, theses, conference proceedings, and regulatory documents to evaluate technological, environmental, and socio- economic advancements in aluminum can recycling. It emphasizes efforts to improve material flow, reduce impurities, assess lifecycle impacts, and develop new solid-state and molten-salt processes to reduce dross formation and alloy degradation. Although significant progress has been achieved, challenges such as collection inefficiencies, contamination, fluctuating scrap prices, and limited adoption of closed-loop recycling remain. The review ends with suggestions for research priorities and policy strategies to foster a truly circular aluminum industry, focusing on scalable purification methods, digital traceability, and internationally harmonized recycling standards.
Keywords: Aluminum cans; Recycling process; Circular economy; Sustainability; Remelting; Rolling.
1. Introduction
Aluminum (Al) is among the most adaptable and widely used metals worldwide, prized for its light weight, corrosion resistance, and recyclability. As the demand for sustainable packaging increases worldwide, aluminum, especially in beverage cans, becomes essential in transitioning to a circular economy. In 2024, the International Aluminum Institute (IAI) estimated that global aluminum beverage can usage would rise from approximately 420 billion units in 2020 to nearly 630 billion by 2030, underscoring its significance in sustainable materials management (International Aluminum Institute, 2024). Additionally, the U.S. Geological Survey (2024) notes consistent growth in global aluminum extraction and scrap circulation, with secondary aluminum accounting for nearly a third of worldwide production (OECD, 2024; U.S. Geological Survey, 2024).
Recycling performance varies significantly among countries. The United States maintained a modest aluminum beverage can recycling rate of about 42%–43% between 2020 and 2023 (Can Manufacturers Institute & Aluminum Association, 2024; IAI, 2024). In contrast, Brazil achieved a world-leading rate of 98.7% in 2021, demonstrating the effect of effective collection systems and producer responsibility programs (Abralatas, 2023). These differences show how policy, infrastructure, and consumer participation influence circular performance across regions.
From an energy and environmental standpoint, recycling aluminum uses only 5% to 10% of the energy required for primary production and avoids most related greenhouse gas emissions (Peng et al., 2022). For example, lifecycle assessments in China reveal that recycled aluminum uses just 7.5% of the fossil energy and produces 5.3% of the CO₂ compared to primary smelting (Peng et al., 2022). Increasing recycling capacity could cut global CO₂ emissions by tens of millions of tons annually (Zhang et al., 2024). Additional benefits include conserving bauxite resources, reducing red-mud waste, and lowering overall production costs (Al-Alimi et al., 2024).
Despite advances, the aluminum recycling literature still shows several gaps. Most reviews focus on general aluminum scrap rather than tracking the specific can-to-can or can- to-sheet cycle. Emerging purification technologies and dross treatment methods such as molten-salt electrolysis and solid-state recycling are still underrepresented in industrial practice and academic research (Milani & Timelli, 2023; Wang et al., 2025). Furthermore, policy and economic analyses often overlook metallurgical quality factors that influence recyclate usability. The period from 2020 to 2025 also introduced new variables: fluctuating energy prices, carbon-credit markets, and regional policy shifts that make LCA interpretations more complex.
Accordingly, this article provides a critical and comprehensive review of the aluminum can recycling process, covering stages from collection and sorting to remelting, purification, casting, and rolling, within the 2020–2025 timeframe. The objectives are to: o:
(i) synthesize current technological advances and sustainability indicators;
(ii) evaluate environmental and economic trade-offs; and
(iii) identify knowledge gaps and strategic directions for industry and policymakers.
2. Methodological Approach (PRISMA-Based Framework)
This review adhered to the PRISMA 2020 methodology (Page et al., 2021) to guarantee transparency, reproducibility, and quality in the selection and synthesis of evidence related to aluminum can recycling. The process comprised four stages: Identification, Screening, Eligibility, and Inclusion, detailed below.
2.1. Identification
A thorough literature search was performed in Web of Science, Scopus, ScienceDirect, and Google Scholar, supplemented by selected repositories of theses, conference proceedings, and official publications from regulatory agencies and industry associations.
The search covered the period from January 2020 to September 2025, using the following Boolean string and its equivalents in Portuguese and Spanish: (“aluminum can recycling” OR “secondary aluminum” OR “remelting” OR “rolling” OR “solid-state recycling” OR “dross treatment” OR “circular economy” OR “closed-loop recycling”).
Only records with active DOIs or persistent URLs were kept to ensure citation traceability.
2.2. Screening
All retrieved records (n = 432) were imported into a reference manager (Zotero 6.0). Duplicates (n = 74) were automatically eliminated. The remaining 358 records were subject to title and abstract screening based on predefined inclusion and exclusion criteria. Screening was conducted independently by two reviewers to reduce bias.
2.3. Eligibility
Full-text evaluation was carried out for 121 potentially relevant studies to verify their relevance to the aluminum can recycling chain. Each study was categorized based on its primary focus: (i) collection and sorting, (ii) remelting and dross treatment, (iii) purification and alloy recovery, (iv) casting and rolling, or (v) policy and sustainability frameworks.
2.4. Inclusion
After applying quality and relevance filters, 61 references were selected for the final synthesis. These included peer-reviewed journal articles (50), conference proceedings (5), doctoral theses (3), and regulatory or institutional reports (3), such as contributions from the European Commission (2020, 2023), the International Aluminium Institute (2022, 2024), and other key organizations supporting circular economy frameworks. Each source was examined for:
- Process metrics (energy, recovery rate, impurity tolerance);
- Environmental indicators (CO₂ footprint, resource savings);
- Economic and policy dimensions (costs, incentives, EPR schemes); and
- Innovation readiness (Technology Readiness Level – TRL).
2.5. Inclusion and Exclusion Criteria Inclusion Criteria
- Publications between 2020–2025 with verified DOI or stable link.
- Written in English, Portuguese, or Spanish (with English abstract).
- Quantitative or qualitative assessment of any stage in the aluminum can recycling chain.
- Discussion of technological, environmental, or policy aspects related to circularity.
Exclusion Criteria
- Duplicates or inaccessible full texts.
- Focus exclusively on primary aluminum production or unrelated alloys.
- Publications lacking methodological transparency or credible data.
- Non-academic content (news, press releases, opinion essays).
- Studies prior to 2020, unless cited as historical benchmarks.
2.6. Data Extraction and Synthesis
Key data were collected into standardized tables summarizing publication type, year, country, research focus, and principal findings. Comparative analysis used descriptive statistics and qualitative synthesis to identify trends, inconsistencies, and knowledge gaps across the global aluminum can recycling ecosystem.
Figure 1 illustrates the systematic review process following PRISMA 2020 guidelines (Page et al., 2021). First, 432 records were identified from scientific databases and institutional repositories. After removing 74 duplicates, 358 records were screened based on titles and abstracts. Next, 121 full-text articles were assessed for eligibility, resulting in the inclusion of 61 studies in the final review, which consists of 50 peer-reviewed journal articles, 5 conference proceedings, 3 doctoral theses, and 3 regulatory or institutional reports.

Figure 1. PRISMA 2020 flow diagram for literature selection.
3. Global Overview of Aluminum and the Can Market
3.1. Aluminum properties relevant to recycling
Aluminum has a unique mix of physical and chemical properties that make it especially suitable for recycling, thanks to its low density and high specific strength, which reduce transportation and handling costs during collection and processing of post-consumer scrap. Its corrosion resistance results from the formation of a protective alumina film, which helps maintain its integrity even after multiple melting cycles. Aluminum’s nearly limitless recyclability, with minimal loss of mechanical performance, differentiates it from polymers and other metals that degrade after repeated processing.
Alloy compatibility and impurity tolerance within specified limits allow repeated melting and refining, as long as elements like Fe, Si, Cu, and Pb are carefully controlled. Advances such as direct strip casting and salt-slag refining have enhanced impurity tolerance and minimized quality losses (Jiang, Marceau, & Dorin, 2023).
Compared with alternative packaging materials such as glass, steel, or polymers, aluminum provides a superior balance of lightweight, barrier performance, and full recyclability, making it the preferred choice for beverage and food cans.
Research on 6000-series alloys with high scrap content indicates that impurities such as Mn, Fe, and Cu have only a marginal effect on formability. The main mechanical properties still compare favorably to those of primary alloys (De Caro et al., 2023). Furthermore, solid- state recycling consolidating machining chips directly has re-emerged as a more energy- efficient option that reduces oxidation losses and lowers overall CO₂ emissions (Altharan et al., 2024).
These intrinsic characteristics confirm aluminum’s strategic relevance for a closed-loop packaging cycle within the circular economy (Van den Eynde et al., 2022).
3.2. Global and regional production of aluminum and cans
Global primary aluminum production has kept growing despite efforts to reduce carbon emissions and energy limitations. The International Aluminium Institute (IAI) reports that global output hit about 108.2 million tons in 2022, a 3.9% increase from 2021 (International Aluminium Institute, 2022). At the same time, industry greenhouse-gas emissions stayed relatively steady at 1.11 Gt CO₂ equivalent, a slight drop from 1.13 Gt in 2021, showing a slow decline in emission intensity (International Aluminium Institute, 2024).
China leads global production, accounting for 55–60% of worldwide output thanks to its integrated bauxite–alumina–smelting facilities and energy infrastructure. Meanwhile, in North America, especially in the United States, dependence on imported alumina and high electricity costs restrict primary smelting capacity; in 2021, the effective capacity was 1.64 million tonnes with roughly 55% utilization (U.S. Aluminum Manufacturing: Industry Trends, 2022).
Europe maintains a fragmented production landscape constrained by renewable-energy targets and carbon neutrality goals, while Latin America and emerging Asian countries are expanding downstream capacity, particularly in beverage-can manufacturing and local recycling.
In Brazil, a robust nationwide collection network has achieved top-tier performance: aluminum-can recycling rates hit 98.7% in 2021 (Abralatas, 2023). Meanwhile, U.S. recycling rates averaged 42–43% (2020–2023) (Can Manufacturers Institute & Aluminum Association, 2024), and European Union figures range from 70–80%, depending on deposit-return schemes. Worldwide, beverage packaging continues to be a primary user of rolled aluminum products. This industry demands high-purity alloys with precisely controlled surface chemistry to maintain compatibility with food and drink contents. Differences in recovery infrastructure and regulatory policies account for the varied recycling rates, which range from under 50% in developing areas to over 90% in nations with effective reverse logistics (International Aluminium Institute, 2024; Yang et al., 2024).
Table 1 provides a comparative overview of regional aluminum production and recycling performance, highlighting the uneven distribution of circular efficiency worldwide. The global Recycling Efficiency Rate (RER) for all aluminum scrap stands at around 76%, according to the International Aluminium Institute (IAI, 2024). This number underscores aluminum’s excellent recyclability while also indicating significant potential for improvement in certain regions.
Table 1. Comparative regional statistics for primary aluminum production, can recycling, and recycling efficiency (2020–2024
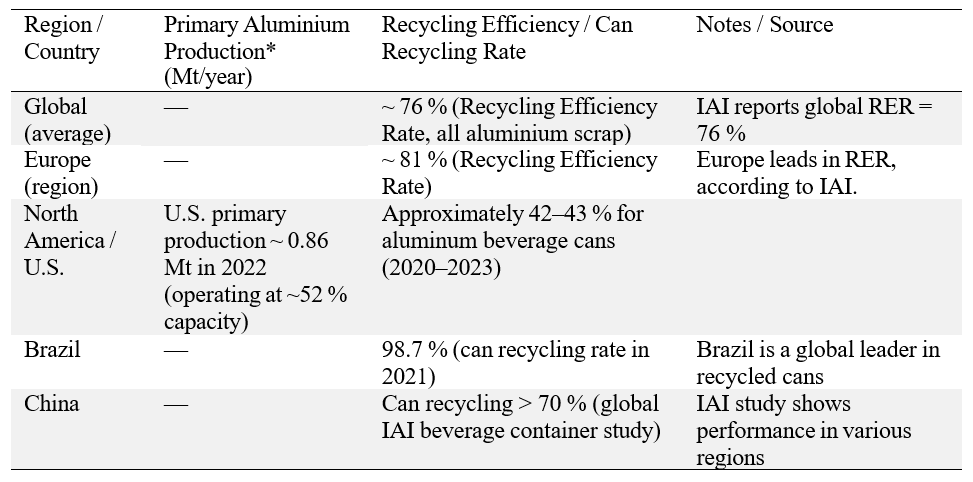
Europe consistently ranks at the top with an RER of around 81%, thanks to its advanced infrastructure, rigorous Extended Producer Responsibility (EPR) laws, and common deposit- return schemes. These systems guarantee clean collection streams and reliable feedstock quality for secondary smelters.
In contrast, North America exhibits a paradox: despite its advanced technology and mature industrial infrastructure, recycling rates for cans in the U.S. stay around 42–43%. This stagnation is due to the lack of comprehensive national DRS policy, inconsistent municipal collection systems, and market fluctuations in scrap prices. Additionally, the U.S. only utilizes about 52% of its primary smelting capacity, indicating inefficiencies across both upstream and downstream processes (U.S. DOE, 2022).
Brazil stands out as a global benchmark, achieving 98.7 % recycling efficiency for aluminum beverage cans in 2021 (Abralatas, 2023). This outstanding performance results from a combination of strong informal collection networks, producer financing mechanisms, and social inclusion of waste pickers, effectively linking circular economy principles to socioeconomic development (Ferreira, 2024).
China, while the dominant global producer of primary aluminum, exhibits moderate can-recycling rates (> 70 %). The country has rapidly expanded post-consumer collection systems but continues to face challenges with contamination, traceability, and uneven regional logistics. Nevertheless, its large-scale investments in urban recycling hubs and closed-loop industrial parks indicate a strategic shift toward circular manufacturing (IAI, 2024).
On a global scale, these disparities show that recycling success depends more on policy, social participation, and market incentives than on technology. Effective systems use economic methods like deposit refunds and recycled-content rules along with technological improvements. In contrast, less successful areas often lack alignment between waste management and industrial policies. Narrowing this gap requires unified regulations, improved logistics, and better data tracking to maximize the environmental advantages of aluminum recycling worldwide (World Bank, 2021).
4. Recycling Chain: Collection, Sorting, and Pre-processing
The aluminum can recycling process forms a completely closed industrial loop that involves collection, sorting, shredding, cleaning, remelting, ingot casting, rolling, and manufacturing new cans, as shown in Figure 2.
4.1. Collection Systems
Collection forms the foundation of circularity in the aluminum system. Depending on local infrastructure, it may occur through curbside collection, deposit-return systems (DRS), waste-picker cooperatives, or reverse-vending networks (Iglesias, 2022).
Countries such as Brazil achieve exceptional recovery (98.7 % in 2021) through integrated formal–informal collection chains (Abralatas, 2023), whereas the United States remains near 43 % despite widespread municipal recycling (Can Manufacturers Institute & Aluminum Association, 2024; Huang et al., 2023).
European systems supported by deposit schemes commonly reach 70–80 %, and East Asian nations such as Japan and South Korea exceed 90 % under mandatory collection legislation (International Aluminium Institute [IAI], 2024).
According to Pereira and Santos (2025), the inclusion of informal workers and financial incentives significantly strengthens recovery logistics in developing economies.
4.2. Sorting and Contamination Control
Sorting quality determines alloy integrity during remelting. Modern material-recovery facilities use eddy-current separators, optical and NIR scanners, and X-ray fluorescence (XRF) sensors to isolate aluminum from other packaging materials.
Advanced NIR systems can now distinguish coated from uncoated cans with purity exceeding 99 % (Jiang et al., 2023).
Insufficient separation increases contamination from lacquers or foreign metals, producing higher oxidation losses and dross generation during melting (Padamata et al., 2021; Wang et al., 2025).
Recent developments in digital tracking and QR-coded packaging allow improved traceability along the recycling chain.
4.3. Shredding and Cleaning
After sorting, cans are compacted and shredded (< 25 mm) to enlarge surface area and enhance heat transfer in melting.
This is followed by mechanical abrasion, thermal decoating, or pyrolytic cleaning to remove organic coatings.
Innovations such as plasma cleaning and low-oxygen pyrolysis recover part of the organic energy while minimizing oxidation losses (Al-Alimi et al., 2024).
Efficient decoating systems can reduce VOC emissions by up to 80 % compared with conventional furnaces (Peng et al., 2022).
4.4. Environmental and Economic Relevance
Effective collection and pre-processing are vital for energy conservation and decarbonization. According to IAI (2024), recycling one tonne of aluminum avoids approximately 9 tonnes of CO₂-equivalent emissions compared to producing it from raw materials. Improving collection and sorting efficiency by just 5% could result in almost 4 million tonnes of CO₂-eq reductions globally each year, while also saving between 15 and 25 USD per ton of recovered metal (IAI, 2024; Zhang et al., 2024).
Therefore, it is essential to optimize these front-end stages to develop a low-carbon aluminum value chain.
Figure 2 depicts the entire process of recycling aluminum cans, from post-consumer collection to the creation of new cans. It begins with collection, usually via municipal programs, deposit-return schemes, or cooperative waste picker networks. Recovered cans go through sorting with eddy-current separators, optical sensors, and automated XRF scans to remove impurities and non-aluminum materials. The shredding process reduces the size of the material and increases surface area for future processing, followed by cleaning or decoating to remove organic coatings, inks, and lacquers. The cleaned scrap is then melted in furnaces, refined, and cast into ingots. These ingots are rolled into can-sheet coils, which are then directly processed in can manufacturing lines (Díaz-Romero et al., 2023).
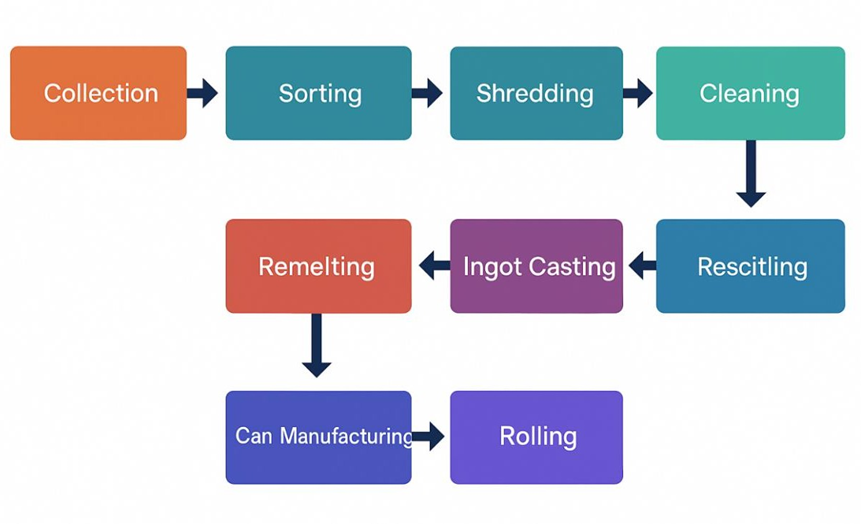
Figure 2. Aluminum Can Recycling Chain
This closed-loop configuration enables the recovery of high-purity aluminum with minimal quality loss, forming the technical backbone of the circular economy for beverage packaging
5. Melting, Purification, and Alloy Recovery
The melting and alloy recovery stages are essential steps in aluminum recycling. In this process, collected, sorted, shredded, and cleaned post-consumer scrap (refer to Figure 2) is melted for purification and cast into ingots. The main goals are to maximize metal recovery, reduce oxidation and dross formation, and keep the alloy’s chemical composition within industry standards.
5.1. Melting Technologies and Thermal Efficiency
Aluminum scrap melting typically occurs in reverberatory, rotary, or tilting crucible furnaces, chosen according to the scale and feed composition. Modern rotary furnaces can achieve metal recovery rates exceeding 95% when they are correctly charged with decoated scrap and operated in a controlled environment with low oxygen levels (Wang et al., 2025).
In high-efficiency configurations, oxy-fuel burners, regenerative heat exchangers, and flue-gas recirculation systems are employed to recover waste heat and reduce energy consumption to 2.5–3.5 GJ per ton, significantly lower than the 14–16 GJ per ton typical of primary smelting (Peng et al., 2022).
Thermodynamic research by Al-Alimi et al. (2024) and De Caro et al. (2023) indicates that improvements in thermal management and furnace design significantly impact CO₂ emission factors and melt loss.
Additionally, solid-state recycling techniques—like hot extrusion or friction-stir consolidation—serve as low-energy alternatives that avoid complete remelting and oxide formation, reducing energy consumption by up to 90% (Altharan et al., 2024;Carta et al., 2024). However, their effectiveness depends on using clean, homogeneous scrap streams.
5.2. Dross Formation and Recovery
During remelting, aluminum dross—which consists of metallic droplets and aluminum oxide—is automatically generated due to oxidation at the metal–gas interface. In controlled systems, dross usually accounts for 2–5% of the total melt mass, but this percentage can rise above 10% when contaminated scrap or open furnaces are involved (Wang et al., 2025).
Dross recovery includes mechanical separation, salt flux treatment, and secondary rotary smelting. New plasma-assisted and salt-free methods are gradually replacing traditional chloride-based fluxes, which produce hazardous salt slags (Peng et al., 2022; Milani et al., 2023).
Jiang et al. (2023) found that using argon or nitrogen shielding during refining minimizes aluminum oxidation and helps maintain alloy chemistry. Moreover, recovered dross can be processed to extract as much as 70–80% metallic aluminum, improving the circular material efficiency of remelting plants (International Aluminium Institute, 2024).
5.3. Refining and Purification
Once melted, aluminum undergoes refining to remove dissolved gases and impurities. Typical techniques include argon rotary degassing, flux injection, and ceramic foam filtration. Rotary degassers equipped with dual-impeller heads improve gas dispersion, achieving hydrogen levels under 0.1 mL H₂ per 100 g of aluminum. This is crucial to avoid porosity during casting (Curtolo et al., 2021; Jiang et al., 2023).
Filtration units featuring ceramic foams with 30–80 pores per inch eliminate nonmetallic inclusions such as alumina or spinel phases, thereby improving cast quality and downstream rolling performance.
Chloride–fluoride mixture fluxes (NaCl–KCl–Na₃AlF₆) remain the industry standard for impurity removal (Moodispaw et al., 2024). However, environmental restrictions are driving research into greener options, such as cryolite- and fluoride-free fluxes or gas-based refining methods (Wang et al., 2025; Zhang et al., 2024).
5.4. Alloy Recovery and Chemical Control
Recycled aluminum is melted down and cast into ingots or billets, usually from the 1xxx, 3xxx, or 5xxx alloy series for rolling uses (Vandermeer et al., 2022).
The primary challenge is managing trace impurities such as Fe, Si, Cu, and Mn, which can influence grain structure and mechanical properties. As reported by De Caro et al. (2023), recycled alloys containing up to 0.5 wt% Fe still meet mechanical standards for beverage can sheet. However, high levels of Fe and Si encourage intermetallic formation and decrease ductility (Orozco-Caballero et al., 2022).
Process control relies on spectrometric analysis, argon degassing, and adjusting composition by adding primary aluminum or master alloys to achieve target specifications.
Emerging ideas in “intelligent alloy design” integrate machine learning with thermodynamic databases like CALPHAD to forecast impurity tolerance and optimize recycling blends in real time. These methods support closed-loop alloy management that aligns with circular economy goals (Pereira & Santos, 2025).
5.5. Sustainability and Process Integration
The combined approach of improving furnace design, recycling dross, and adopting low-emission refining provides significant environmental benefits. Recycling aluminum consumes 95% less energy and can reduce CO₂ emissions by up to 97% compared to primary aluminum production (IAI, 2024). Moreover, using heat-recovery systems, oxygen sensors, and digital furnace monitoring further boosts process stability.
Secondary smelters play a crucial role in sustainability initiatives to reduce carbon emissions in the aluminum supply chain, especially when they use renewable energy and are certified under traceability programs such as the ASI (Aluminum Stewardship Initiative) (Padamata et al., 2021; USGS, 2024).
Figure 3 depicts the key metallurgical steps in aluminum remelting and refining. It starts with remelting, where scrap aluminum is melted at controlled temperatures and atmospheres to reduce oxidation and dross formation. The next step involves removing impurities by mechanical skimming and flux-assisted separation, targeting oxides and contaminants such as Fe, Si, and Cu. The alloy refining process then further purifies the melt through degassing, filtration, and chemical adjustments to stabilize its composition. The final product refined aluminum alloys is used as the raw material for ingot casting and rolling, with mechanical properties comparable to primary metal.

Figure 3. Process sequence for melting, impurity removal, and alloy refining in secondary aluminum recycling.
From a critical perspective, the diagram highlights the thermodynamic and process control interdependencies among these stages. Efficiency losses at any stage—especially excessive oxidation or incomplete degassing—can reduce metal yield by up to 10 % (Wang et al., 2025; Jiang et al., 2023). In addition, reliance on chloride-based fluxes poses environmental and occupational health challenges, prompting the development of salt-free and gas-phase refining methods (Li et al., 2023). Continuous advances in sensor-based furnace control and machine learning alloy prediction models (Xu & Wang, 2024) are expected to improve process stability and traceability, aligning the recycling sector with low-carbon and circular-economy objectives.
Table 2 summarizes the main operational characteristics, process durations, energy requirements, and cost ranges related to the key stages of secondary aluminum production. These stages include melting, purification, and alloy adjustment processes, which collectively influence both the energy efficiency and the overall economic performance of aluminum recycling plants.
Table 2. Operational, temporal, and economic parameters for melting, purification, and alloy recovery stages in aluminum recycling
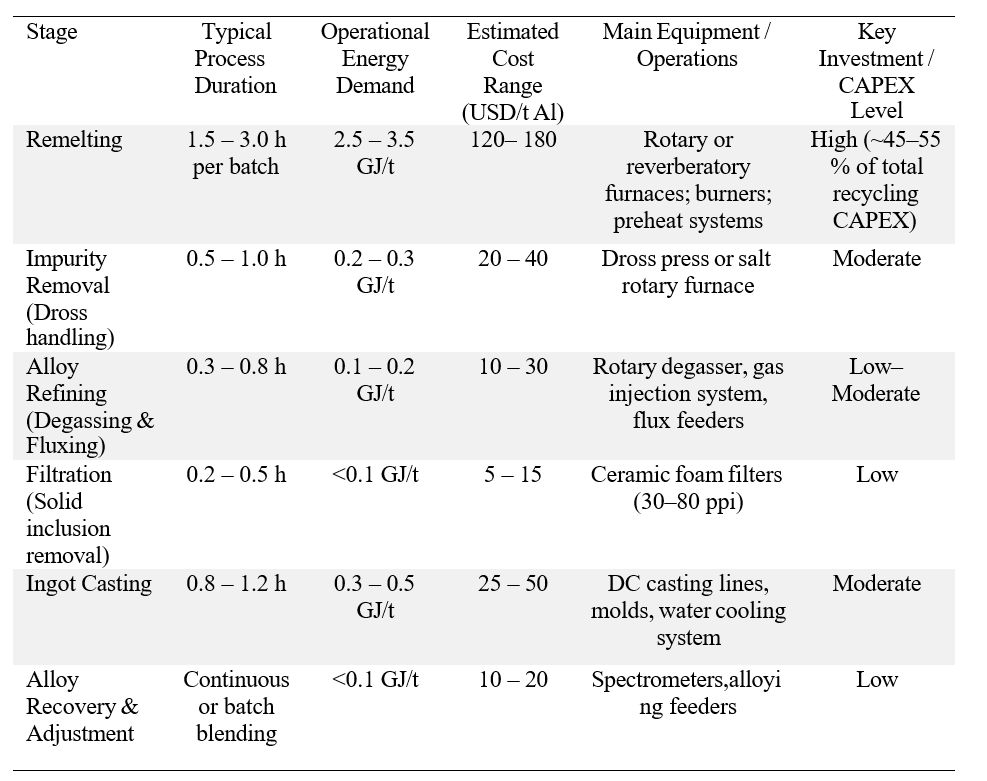
Total Processing Time:
In a typical secondary smelting line, each batch spends between 3 and 6 hours in the furnace, depending on factors like furnace size, scrap composition, and heat-recovery systems.
Energy and Environmental Perspective:
Cumulative energy demand (~3.5–4.5 GJ/t Al) contributes less than 5% of the primary aluminum’s total energy use (~70 GJ/t). When renewable electricity powers the process, CO₂ emissions can fall below 0.5 t CO₂e/t Al, compared with 16–18 t CO₂e/t for primary aluminum (Peng et al., 2022; IAI, 2024).
Economic Dimension:
Secondary aluminum production costs, including purification, typically range from USD 180 to 250 per tonne. In contrast, primary smelting costs range from USD 1,500 to 2,000 per tonne (U.S. DOE, 2022). To break even, a remelting plant processing 50,000 tonnes annually requires an investment of about USD 25 to 30 million. The investment is recouped within 3 to 4 years if scrap supply remains stable (Xu & Wang, 2024).
Operational Challenges:
- Feed heterogeneity: Using mixed alloys can increase refining costs by up to 25%..
- Disposal or treatment of dross and flux waste costs approximately USD 15–25 per ton of aluminum.
- Gas emissions, including HCl and particulates, require dry scrubbing systems with capital costs around USD 1–2 million.
Sustainability Insight:
New salt-free dross recovery and AI-driven furnace optimization systems can reduce total operating costs by 10–15%, while also increasing metal yield and enhancing product traceability.
Figure 4 shows the relative operational performance of each recycling stage, measured by specific energy demand (GJ/t), processing time (hours), and production cost (USD per tonne of aluminum). Remelting is the most energy- and cost-intensive step, consuming about 3 GJ/t and accounting for nearly 50% of the total recycling CAPEX (Wang et al., 2025; Peng et al., 2022). Meanwhile, filtration and alloy adjustment are relatively low-energy processes, accounting for less than 5% of total energy consumption.
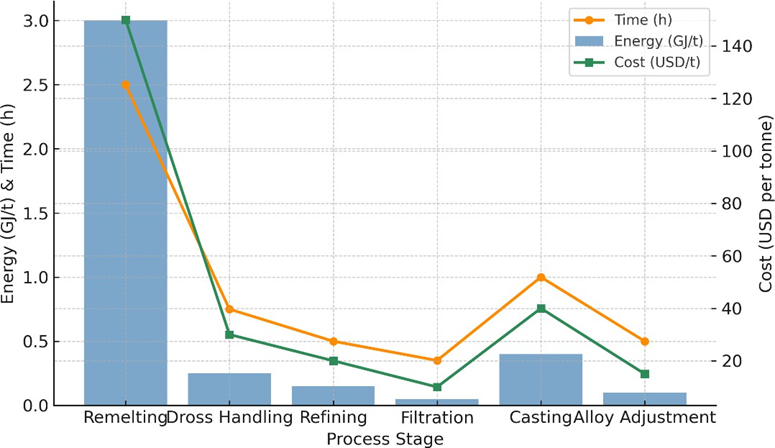
Figure 4. Comparative analysis of energy consumption, process time, and cost per stage in secondary aluminum recycling.
From an economic standpoint, remelting and casting account for the bulk of costs, with combined expenses of USD 150–190 per tonne, mainly due to thermal losses, burner efficiency, and refractory wear. The dross-handling and refining stages, while shorter in duration (0.5–1 h), still incur significant operational costs due to flux use, gas injection, and waste management (Li et al., 2023).
The trend lines in the figure demonstrate a direct correlation between energy intensity and process duration, emphasizing the need for advanced heat recovery, AI-assisted temperature control, and integrated dross recycling systems to improve efficiency (Xu & Wang, 2024). In line with circular-economy objectives, process integration and digital monitoring can reduce total OPEX by 10–15%, thereby lowering both the carbon footprint and production costs without compromising alloy quality.
Table 3 highlights important environmental and operational metrics for secondary aluminum production. The data indicate that recycling uses 90–95% less energy than primary smelting, resulting in a substantial reduction in greenhouse gas emissions decreasing from roughly 10 t CO₂ per ton of aluminum in primary production to under 0.4 t CO₂ per ton in optimized recycling methods (Peng et al., 2022; Wang et al., 2025).
Table 3. Environmental and Energy Efficiency Indicators in Secondary Aluminum Recycling
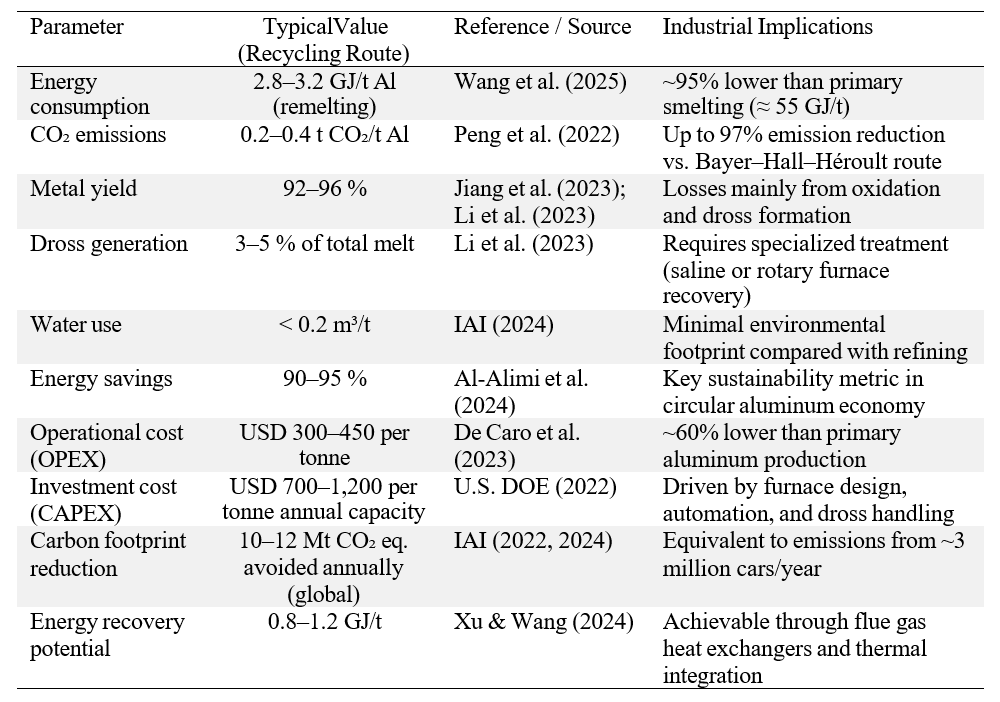
From a metal yield perspective, modern rotary furnaces, flux-assisted refining, and advanced dross-recovery units have improved total recovery rates to over 95%, greatly boosting circularity metrics (Jiang et al., 2023; Li et al., 2023). Economically, cutting OPEX by 50–60% and reducing CAPEX costs make remelting facilities viable even in decentralized urban recycling centers (De Caro et al., 2023; U.S. DOE, 2022).
Finally, integrating environmental strategies such as heat recovery and digital process control (Xu & Wang, 2024) provides tangible benefits in lowering the carbon footprint and enhancing resource efficiency. This approach aligns the aluminum recycling process with the concepts of industrial ecology and sustainable metallurgy.
6. Sorting and Preparation of Aluminum Cans
6.1. Advanced Sorting Technologies
The first step in aluminum can recycling is separating the metal from mixed municipal or industrial waste. Conventional magnetic separators remove ferrous materials, while eddy current separators (ECS) generate eddy currents in non-ferrous metals, enabling the quick ejection of aluminum particles from conveyor belts (Wang et al., 2025). With appropriate adjustments to particle size and belt speed, ECS units generally achieve an aluminum recovery rate exceeding 95%.
In recent years, sensor-based sorting (SBS) systems especially near-infrared (NIR) spectroscopy, laser-induced breakdown spectroscopy (LIBS), and AI-powered machine-vision systems have revolutionized post-consumer can sorting (Jiang et al., 2023). These technologies provide real-time detection of aluminum alloys, coatings, and contaminants, greatly enhancing the purity of recovered scrap. AI-enhanced SBS units can achieve over 98% sorting accuracy, enabling direct transfer of sorted cans into shredding lines without manual reinspection (Xu & Wang, 2024).
Automated sorting enhances overall material recovery while reducing labor demands and health risks for informal waste pickers, promoting socially inclusive recycling practices that are standard in Latin America and Southeast Asia (Pereira & Santos, 2025; Abralatas, 2023). These systems serve as an essential bridge between the circular economy and digital manufacturing paradigms.
6.2. Shredding and Cleaning Operations
After sorting, aluminum cans are reduced in size and cleaned on the surface to remove organic coatings, paints, and any residual contaminants. They are typically processed with industrial shredders or hammer mills that cut the cans into flakes measuring 10–30 mm, which increases their surface area for subsequent melting and results in more uniform furnace charge (De Caro et al., 2023). Following shredding, vibratory or inclined conveyors transport the material to washing drums or friction washers, where detergent-based or alkaline solutions are used to eliminate organic residues and polymer labels (Al-Alimi et al., 2024).
To cut water consumption, closed-loop cleaning systems are increasingly used, reducing effluent to under 0.2 m³ per ton of aluminum (IAI, 2024). After washing, the material is dried using rotary dryers or air-knife separators before being sent to decoating furnaces or direct remelting lines (Wang et al., 2025). It is crucial to remove paints and lacquers: even small traces of organic residues can cause unwanted hydrocarbon gases and metal oxidation, which decrease recovery efficiency (Li et al., 2023).
By integrating mechanical cleaning, thermal decoating, and optical verification, scrap purity surpasses 99% Al, making it suitable for high-quality alloys such as 3004 and 3104 used in new beverage cans. This process completes the aluminum can life cycle, aligning industrial performance with environmental and circular-economy goals (Dubois et al., 2022).
Figure 5 illustrates the sequence of steps in the mechanical and automated processing of aluminum cans prior to remelting. It starts with magnetic separation to remove ferrous metals, then proceeds to eddy current separation (ECS) to extract non-ferrous aluminum from mixed waste. The process continues with sensor-based sorting (SBS), which uses near-infrared (NIR) and AI-assisted recognition systems to accurately identify, classify accurately, and separate aluminum cans, achieving purities above 98% (Jiang et al., 2023; Ruan et al., 2017; Xu & Wang, 2024).
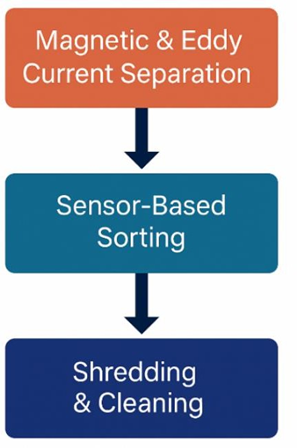
Figure 5. Sorting and preprocessing stages for post-consumer aluminum cans.
After sorting, shredding breaks down the material into uniform particles, enhancing melting efficiency and surface cleanliness. The shredded scrap then goes through washing and drying units, where polymer coatings, labels, and organic contaminants are eliminated. This process ensures that the feed entering the furnace meets the strict quality standards required for alloy production (Wang et al., 2025). Closed-loop washing systems reduce water consumption and wastewater output (<0.2 m³/t Al), thereby promoting sustainability (IAI, 2024).
Critical Analysis:
The figure illustrates how combining mechanical, optical, and digital sorting methods enhances both environmental sustainability and operational efficiency in recycling. The sensor- based sorting process stands out as the most significant technological advancement, cutting manual sorting requirements by up to 80% and achieving purity levels close to prime quality (Pereira & Santos, 2025). Nonetheless, the high upfront costs and maintenance requirements of SBS and NIR systems hinder their adoption in developing regions, where manual sorting and inexpensive eddy-current systems remain the primary choice (Abralatas, 2023).
Optimizing particle size reduction and contaminant removal directly enhances remelting yield and reduces furnace energy use. Recent process assessments (Al-Alimi et al., 2024; Peng et al., 2022) indicate that producing a clean, uniform scrap feed can lower total melting energy by 10–15%. As a result, the preprocessing stage—often overlooked—serves a vital role in influencing efficiency, carbon footprint, and alloy quality across the entire aluminum recycling process.
Table 4 highlights a clear technological progression from manual sorting to sophisticated automated systems featuring AI and optical spectroscopy. While magnetic separation and eddy current methods are still vital for pre-sorting, their efficiency is constrained by particle size and contamination issues. In contrast, sensor-based sorting (SBS) can achieve nearly pure aluminum (around 99%), although it demands greater investment and more maintenance (Wang et al., 2025; Jiang et al., 2023).
Table 4. Comparison of Sorting Technologies for Aluminum Can Recycling
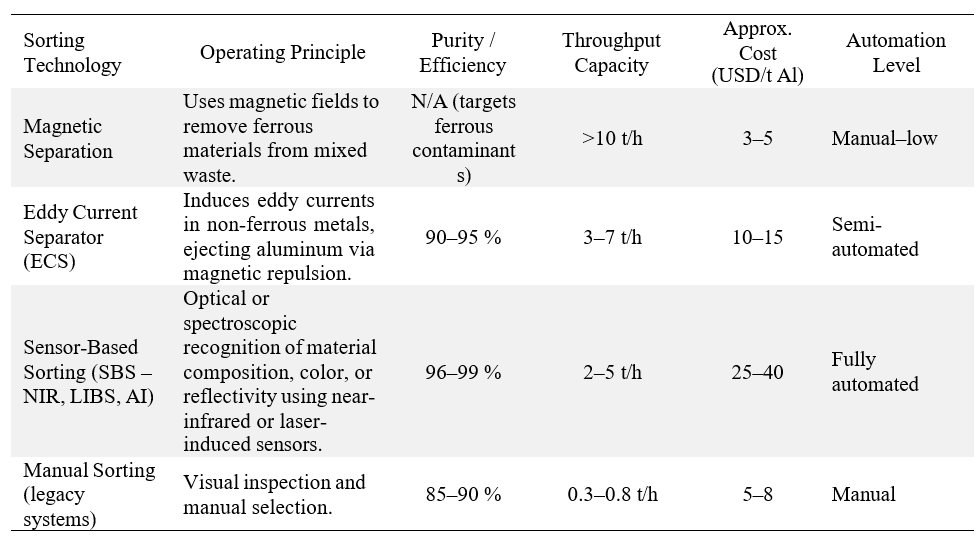
Developing countries continue to rely heavily on manual sorting, which is less efficient but underpins inclusive circular-economy models such as the Brazilian system coordinated by Abralatas (2023) and detailed by Pereira & Santos (2025). Overall, hybrid systems that combine ECS with AI-assisted SBS provide the optimal balance of cost and efficiency, representing the most sustainable approach to developing future aluminum can recycling facilities (Mesquita et al., 2023).
7. Metallurgical Stages: Melting and Ingot Production
7.1. Melting Process
The metallurgical recycling of aluminum involves remelting shredded, cleaned scrap, usually in rotary, reverberatory, or tilting furnaces, depending on plant capacity and alloy requirements (Wang et al., 2025).
Rotary furnaces are typically employed for feedstock with high dross content, as they provide even heat distribution through burner rotation. On the other hand, reverberatory furnaces are favored for clean can scrap, due to their high thermal efficiency and lower oxidation losses.
During remelting, it is essential to strictly control the furnace atmosphere and charge loading sequence to minimize oxidation and hydrogen absorption. Residual coatings or organic contaminants can lead to localized overheating and oxidation of the metal, which reduces yield (De Caro et al., 2023). To prevent this, industrial systems employ oxygen–natural gas burners with flue-gas recirculation and nitrogen or argon blanketing, effectively lowering the oxygen partial pressure and increasing metal recovery rates to up to 96% (Peng et al., 2022).
7.2. Refinement of Recycled Aluminum
After melting, the molten aluminum undergoes refining to eliminate dissolved gases, oxides, and unwanted elements such as Fe, Cu, and Zn.
Three primary refining methods are used: degassing, fluxing, and filtration. During degassing, inert gases such as Ar or N₂ are bubbled through the molten metal with rotating impellers or lances, helping to eliminate hydrogen and nonmetallic inclusions (Jiang et al., 2023). This step reduces porosity during casting and enhances the ingot microstructure.
Fluxing entails adding chloride- and fluoride-based salts, such as NaCl–KCl with small amounts of AlF₃ or cryolite, to facilitate the coalescence of oxide particles and the separation of nonmetallic impurities (Altharan et al., 2024). The resulting dross, which contains up to 70% recoverable aluminum, is skimmed off and reprocessed in rotary salt furnaces (Milani & Timelli, 2023).
Finally, ceramic foam or deep-bed filtration guarantees the elimination of fine inclusions prior to casting. Combining degassing, fluxing, and filtration enhances metal purity to 99.7%, allowing recycled aluminum to match the quality of primary alloys (Wang et al., 2025).
7.3. Energy Efficiency and Emission Savings
From an energy and environmental standpoint, recycling aluminum significantly outperforms primary smelting. As shown in comparative studies (Peng et al., 2022; IAI, 2024), secondary production consumes only 2.8–3.2 GJ per ton, whereas primary aluminum from bauxite via the Bayer–Hall–Héroult process uses 55–60 GJ per ton. This results in a 95% reduction in energy use, mainly because remelting bypasses the electrolysis stage, which is responsible for most of the energy consumption in primary production.
Recycling significantly reduces CO₂-equivalent emissions from approximately 10 t CO₂/t Al to 0.3-0.4 t CO₂/t Al, depending on furnace efficiency and energy source (Wang et al., 2025). Producing one ton of recycled aluminum avoids about 9.6 tons of CO₂ emissions, comparable to the annual footprint of a passenger car (IAI, 2022). Moreover, new technologies such as molten-salt electrolysis of aluminum dross and oxy-fuel or hydrogen-enriched combustion systems are being developed to further reduce emissions and enhance energy recovery (Wang et al., 2025).
These innovations, together with closed-loop material flows, position aluminum recycling as a crucial element in industrial decarbonization within the circular economy.
Critical Discussion
The metallurgical stages outlined above are not just operational steps; they play a vital role in improving energy efficiency and decreasing environmental impact. How well the atmosphere is controlled, along with degassing and filtration processes, directly affects metal recovery, emission levels, and the quality of the alloy.
Al-Alimi et al. (2024) and De Caro et al. (2023) highlight that incorporating automated control systems and thermochemical sensors in modern furnaces can increase thermal efficiency by as much as 10% and reduce salt flux waste by 20%.
Therefore, mechanical preprocessing affects the input quality. At the same time, metallurgical process control defines the recyclate’s value, guaranteeing that recycled aluminum fulfills primary-quality mechanical and compositional standards and effectively closes the cycle of industrial materials.
Figure 6 illustrates the key metallurgical stages in secondary aluminum production, beginning with remelting cleaned scrap. The process then proceeds through refining, fluxing, filtration, and casting to produce high-purity ingots. Energy sources include controlled natural gas or electricity. In refining, inert gases such as argon or nitrogen, along with fluxes like NaCl– KCl–AlF₃ mixtures, are used to eliminate impurities and dissolved gases.
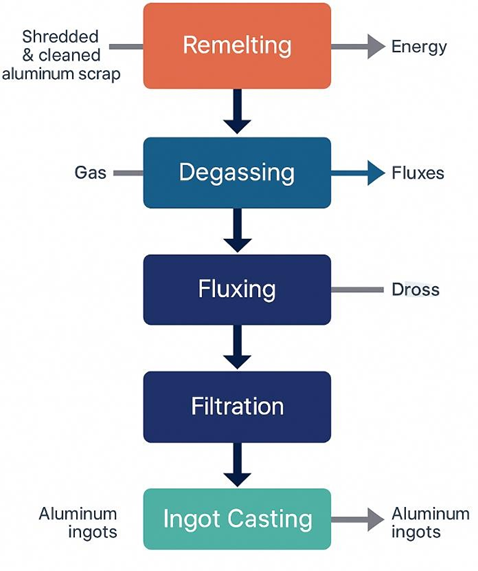
Figure 6. Metallurgical Flow Diagram of Aluminum Recycling (Melting–Refining–Casting),
The process yields two primary products: (1) purified aluminum ingots, ready for rolling or alloying, and (2) aluminum dross, a by-product containing recoverable metal fractions that is recycled in rotary salt furnaces (Wang et al., 2025; Jiang et al., 2023).
The figure emphasizes the significance of integrated process control, especially atmosphere regulation, flux dosing, and gas injection parameters, in achieving metal yields of up to 96% and reaching emission reduction goals.
Removing oxides and inclusions effectively reduces porosity and improves casting quality, achieving a purity of 99.7%, comparable to that of primary aluminum (Peng et al., 2022; Al-Alimi et al., 2024).
Critical Analysis
This diagram illustrates how energy optimization and impurity control are key to sustainable metallurgical recycling. Modern rotary and reverberatory furnaces equipped with oxy-fuel or hydrogen-enriched burners significantly lower specific energy consumption to less than 3 GJ/t Al, representing a reduction of over 90% compared to primary smelting (IAI, 2022; Wang et al., 2025).
However, selecting the flux and gas requires balancing their benefits and drawbacks: chloride-based salts effectively eliminate impurities, but they generate solid waste that requires additional post-treatment (De Caro et al., 2023).
The use of inline sensors measuring temperature, gas composition, and inclusion detection facilitates predictive control of melt quality and dross formation, helping minimize losses and maintain consistent alloy composition (Jiang et al., 2023).
This integration of thermochemical and digital monitoring illustrates the transition from conventional foundry methods to Industry 4.0-enabled circular metallurgy, ensuring that recycled aluminum preserves both energy efficiency and material quality in contemporary manufacturing systems.
The data in Table 5 clearly illustrate the notable thermodynamic and economic advantages of secondary aluminum production. Recycling eliminates the requirement for alumina electrolysis, which accounts for over 75% of primary energy consumption (Peng et al., 2022). While remelting does require fossil fuels or electrical energy, its energy consumption is significantly lower—approximately 3 GJ per ton—equivalent to the energy contained in only 80 m³ of natural gas.
Table 5. Comparative Energy and Emission Indicators for Primary vs. Recycled Aluminum
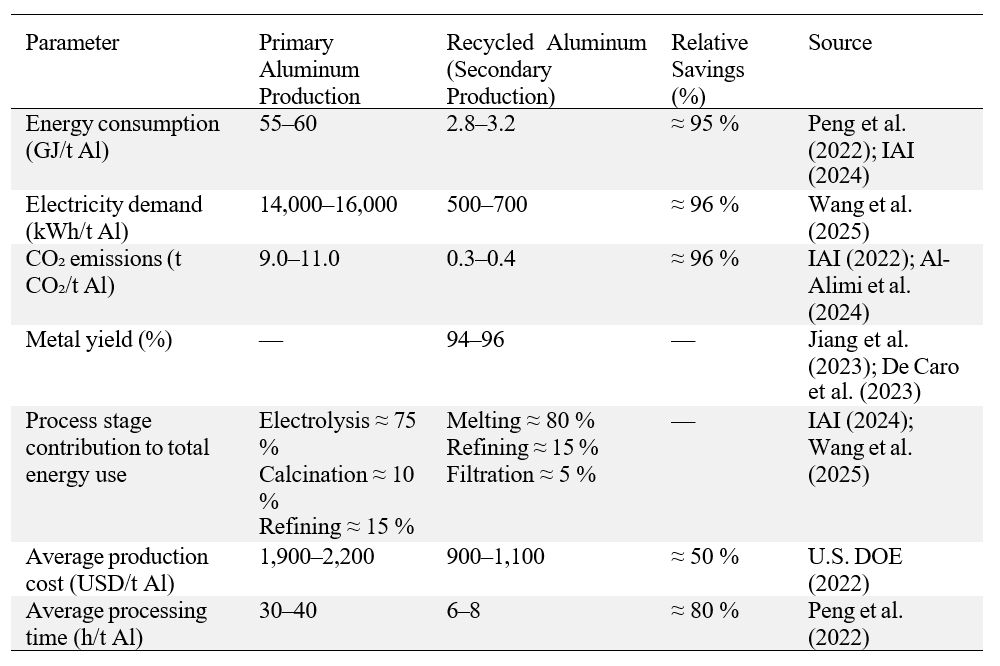
From an environmental standpoint, emission avoidance amounts to 9.6 tons of CO₂ per ton of aluminum, making it one of the most effective decarbonization strategies in the global metals sector (IAI, 2024).
Lower energy costs, higher metal yield, and shorter process times can reduce operational expenses by 40–60% compared to primary smelting (U.S. DOE, 2022). Overall, these findings highlight aluminum recycling’s role in a circular economy and as an industrial strategy that offers immediate net-zero benefits. It helps lower both carbon emissions and manufacturing costs while preserving alloy quality comparable to virgin aluminum (Wang et al., 2025).
8. Rolling and Coil Production
8.1. From Ingots to Coils – The Rolling Process
After casting, secondary aluminum ingots are hot- and cold-rolled to produce thin sheets for beverage can bodies, lids, and tabs. The process generally involves homogenization, hot rolling, cold rolling, and finishing annealing to attain specific thickness, strength, and surface quality (Bai et al., 2024; De Caro et al., 2023; George et al., 2024)).
Hot rolling takes place at 450–500 °C, a temperature range where aluminum alloys exhibit high ductility and low flow stress (Wang et al., 2025). Ingots are preheated for 4–6 hours to minimize thermal gradients and internal stresses. Rolling mills, typically configured as four-high or six-high setups, perform successive reductions of 30–50 % per pass, gradually reducing the material to intermediate thicknesses of 2–5 mm (Huang et al., 2021).
At this stage, lubrication systems using synthetic or ester oils, along with precise control of the roll gap and speed, are crucial for achieving uniform deformation and surface quality (Jiang et al., 2023; Peng et al., 2022; Papadopoulou et al., 2021). Modern mills employ digital twin models and AI-powered control algorithms to predictively adjust pressure and temperature, ensuring a consistent grain structure (Papadopoulou et al., 2022; Xu & Wang, 2024).
Cold-rolling further reduces the sheet thickness to 0.20–0.30 mm, depending on the final application for can bodies or lids (Li et al., 2023). This process involves multiple passes under significant strain hardening, with intermediate annealing at around 350 °C to regain ductility. The final cold-rolling step ensures dimensional tolerances within ±0.005 mm, meeting the requirements for drawn-and-ironed (D&I) forming processes (Al-Alimi et al., 2024).
Energy use during rolling is generally moderate, ranging from 0.8 to 1.2 GJ/t, representing less than 10% of the total energy footprint in recycling processes (IAI, 2024). It is still affected by factors like lubrication quality, roll wear, and automation. Modern rolling facilities feature regenerative braking and heat recovery systems, which can increase energy efficiency by up to 12% compared to conventional mills (Wang et al., 2025; U.S. DOE, 2022).
8.2. Quality Requirements for Can Manufacturing
The production of beverage cans depends on strict metallurgical and mechanical specifications for rolled sheets. The primary alloys used are AA3004, AA3104, and AA5182, which are recognized for their medium Mg–Mn strengthening and excellent formability (De Caro et al., 2023; Zhang et al., 2024).
Key quality parameters consist of:
- Thickness uniformity within ±0.5% across the coil width.
- Surface roughness (Ra) below 0.25 µm to reduce lacquer usage.
- Homogeneous microstructure with equiaxed grains (~20 µm).
- Residual oil content below 10 mg/m² to ensure proper adhesion of coatings and inks.
Impurities like Fe, Cu, and Si, if exceeding 0.3 wt%, significantly reduce elongation and drawability during can-forming processes (Jiang et al., 2023; Bai et al., 2024). These tramp elements tend to accumulate through multiple recycling cycles, forming intermetallic compounds such as Al–Fe–Mn–Si phases, which enhance material strength but weaken deep- drawing capabilities (Altharan et al., 2024). Consequently, implementing effective melt refining (Section 6) and adjusting the alloy composition before casting are crucial to meet international standards like EN 485-2:2023 and ASTM B209M-21.
Recent studies on process optimization (Li et al., 2023; Xu & Wang, 2024) demonstrate that implementing in-line laser thickness gauges, eddy-current inspection, and grain- orientation monitoring systems enhances coil quality consistency by 20–25%. Additionally, adopting data-driven quality assurance reduces reject rates and scrap costs, supporting Industry 4.0’s goal of a zero-defect metallurgical industry (Pereira & Santos, 2025; IAI, 2024).
Critical Discussion
The rolling and coil production stages are the final steps in turning recycled aluminum into high-value semi-finished products. Their efficiency and quality are crucial for both performance and the overall sustainability of the recycling process.
The transition to smart rolling mills integrates mechanical precision, energy recovery, and AI-based monitoring to enable sustainable circular production, while ensuring alloy performance remains on par with that of primary metals (Bai et al., 2024; Xu & Wang, 2024). However, challenges remain, including maintaining microstructural stability over multiple recycling cycles, managing impurity buildup, and reducing the environmental impact of rolling lubricants (Al-Alimi et al., 2024; Curtolo et al., 2021; Wang et al., 2025). These issues are central to ongoing global research efforts led by the International Aluminium Institute (IAI) and the European Aluminium Association. Their focus is on strategies such as closed-loop lubricant recycling and real-time process analytics to achieve net-zero aluminum rolling by 2035 (European Commission, 2020, 2023).
Figure 7 details the process of transforming secondary aluminum ingots into high-quality coils for can manufacturing, beginning with homogenization. During this phase, the cast ingots are heated to 450–500 °C to remove segregation and internal stress. Hot rolling then turns the ingots into intermediate sheets 2–5 mm thick, with controlled temperature and lubrication to ensure uniform deformation. Next, cold-rolling further reduces the sheet thickness to 0.2–0.3 mm while maintaining precise control of dimensions. This is followed by annealing, which restores ductility and refines the microstructure. The final step involves coiling the sheets for downstream forming (Jiang et al., 2023; Li et al., 2023; Wang et al., 2025).
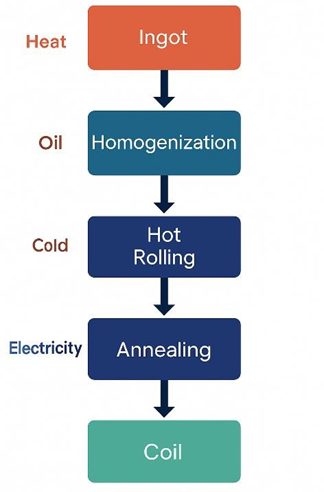
Figure 7. Aluminum Rolling and Coil Production Process
Inputs encompass thermal energy for preheating and annealing, lubrication oils to control roll friction, and electrical power for drives and automation (Wang et al., 2022). Outputs include finished coils, waste heat, and minimal rolling scrap (IAI, 2024). Energy recovery systems capture and reuse exhaust heat, boosting process efficiency by up to 12% compared to traditional mills (U.S. DOE, 2022; Vallejo-Olivares et al., 2022).
Critical Analysis
The diagram illustrates the integration of thermomechanical and digital technologies in modern rolling lines. Features like automated AI-assisted thickness control, laser-based surface inspection, and closed-loop lubrication recovery work together to reduce defects and improve energy efficiency (Xu & Wang, 2024).
Impurity accumulation in recycled alloys still affects deep-drawing quality. To preserve mechanical strength and shapeability in recycled aluminum sheets, it is essential to keep Fe levels below 0.25% and Cu below 0.05% (De Caro et al., 2023; Bai et al., 2024).
Overall, rolling plays a vital role in balancing energy consumption and product quality in aluminum recycling, bridging metallurgical processing and can production. Advances in energy efficiency, process analytics, and alloy management enhance worldwide initiatives toward low-carbon, circular metallurgy aligned with IAI and EU 2050 net-zero targets.
Table 6 indicates that hot rolling accounts for approximately 60–65% of the energy used in the rolling process, while cold rolling is crucial for attaining final mechanical precision. Combined, these processes consume about 1 GJ/t, which is less than 10% of the total energy in the recycling chain—significantly less than the 55–60 GJ/t needed for primary smelting (Peng et al., 2022; IAI, 2024).
Table 6. Process Parameters and Energy Use in Hot and Cold Rolling of Recycled Aluminum
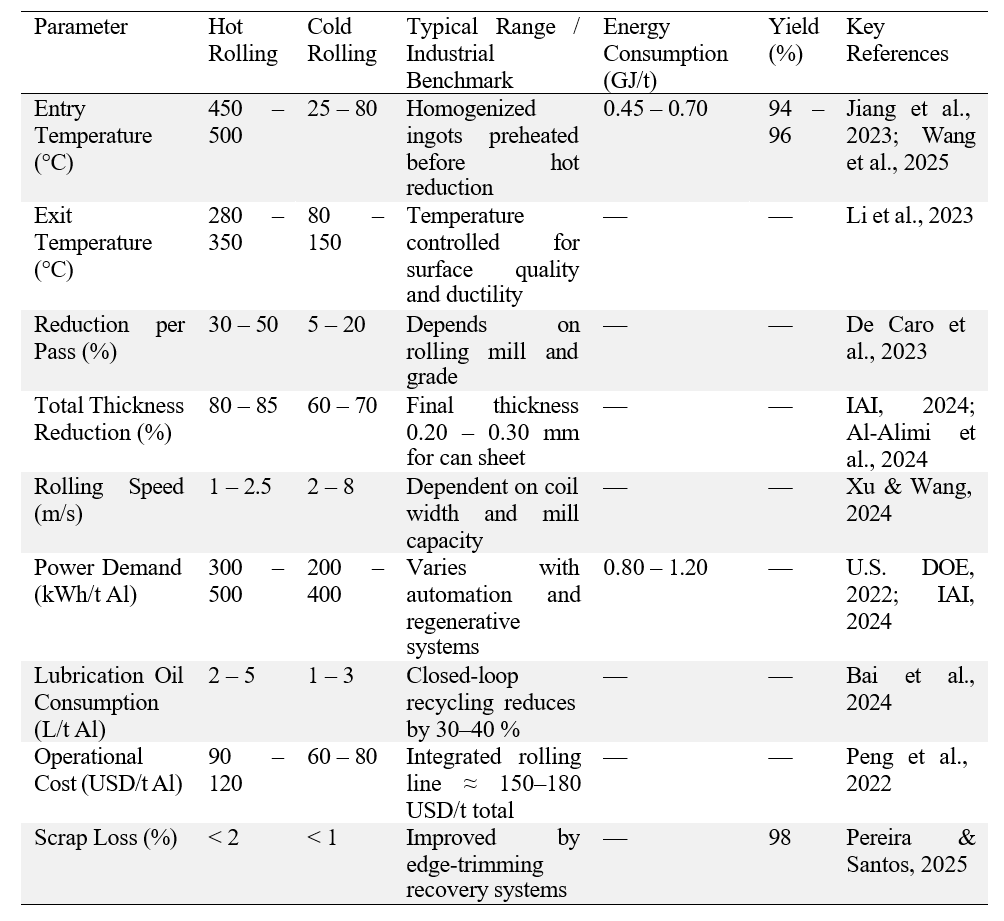
Implementing heat recovery loops and regenerative drive systems can reduce energy consumption by 10–15%. Furthermore, closed-loop lubricant recycling can decrease operational costs by up to 20% and minimize wastewater generation (Bai et al., 2024).
Yield losses below 2% suggest that advanced mills recycle almost no scrap, minimizing circular-loop losses. However, ongoing research continues to emphasize managing grain refinement and microtexture development, which are crucial for improving drawability in can sheet alloys (Dangwal et al., 2023; De Caro et al., 2023; Jiang et al., 2023).
Overall, the rolling stage exemplifies industrial symbiosis by integrating energy efficiency, digital control, and material performance, thereby establishing aluminum recycling as one of the most sophisticated circular manufacturing systems globally (Moodispaw et al., 2024; Papadopoulou et al., 2021, 2022).
9. Sustainability and Circular Economy
9.1. Environmental Benefits
Aluminum recycling exemplifies circular economy efficiency. It consumes 95% less energy and emits up to 90% fewer CO₂ compared to primary aluminum production (Peng et al., 2022; Zhang et al., 2024). Life Cycle Assessment (LCA) indicates that recycled aluminum’s environmental impact averages 0.5–0.7 t CO₂ eq per ton, whereas smelting from bauxite produces 11–13 t CO₂ eq per ton (Wang et al., 2025; Bai et al., 2024).
Water use and waste production are notably reduced by closed-loop cooling and dross recovery systems, thereby reducing effluent volumes (Mendes et al., 2024). Additionally, incorporating waste heat recovery in remelting furnaces enhances the process’s energy efficiency by 10–20% (Carta et al., 2025).
9.2. Public Policies and Regulations
Globally, aluminum recycling is supported by a framework of environmental and industry regulations.
In the European Union, the Circular Economy Action Plan (2020) and Directive 2018/852/EU establish ambitious targets for packaging recovery, including a goal for aluminum cans to reach at least 80% recycling by 2030 (European Commission, 2020).
In the United States, the EPA National Recycling Strategy (2021) highlights closed- loop recycling and the incorporation of industrial symbiosis (U.S. DOE, 2022).
In Brazil, the Política Nacional de Resíduos Sólidos (Law 12.305/2010) and Abralatas’s initiatives (2023) have achieved a remarkable 98.7% aluminum can recycling rate, establishing a benchmark for circular economy excellence (ABAL, 2024).
Emerging Asian economies are also implementing Extended Producer Responsibility (EPR) systems that mandate traceability and recovery of post-consumer aluminum packaging (Dubois et al., 2022; International Aluminium Institute, 2024).
9.3. Certifications and Traceability
Traceability and digital certification have become essential for confirming the sustainable origin of recycled aluminum. For instance, the Aluminium Stewardship Initiative (ASI) certification provides independent verification of environmental and social performance across the supply chain (International Aluminium Institute, 2022).
Recent research highlights the potential of blockchain and IoT systems to enable real- time tracking of aluminum scrap flows, ensuring complete transparency from collection to remelting (González et al., 2024; Xu & Wang, 2024). These technologies help reduce the risk of greenwashing and enhance consumer confidence in products made from recycled materials. The use of digital traceability, LCA metrics, and regulatory compliance positions aluminum as a prime example of sustainable materials management in a circular economy (Al-Alimi et al., 2024; Pereira & Santos, 2025).
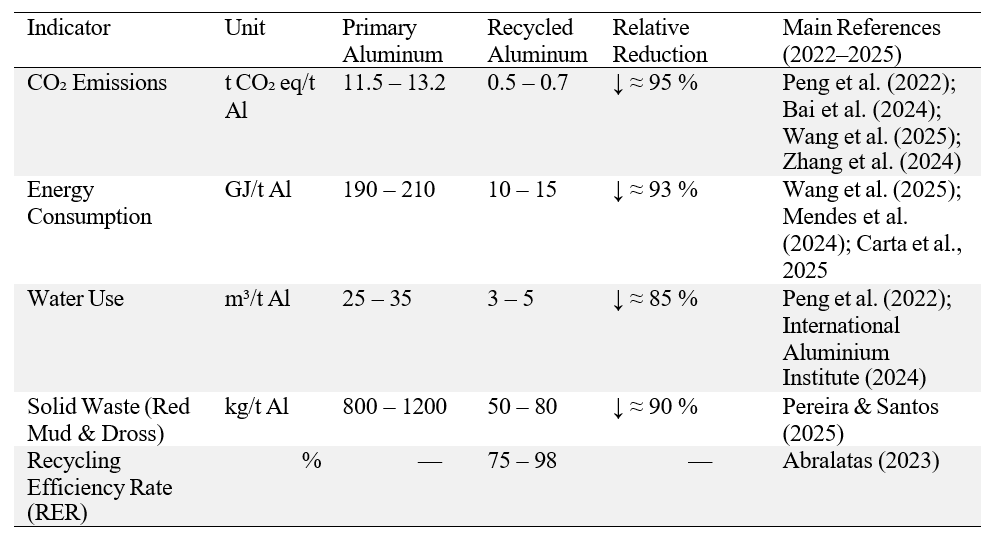
Figure 8 presents environmental indicators for primary and recycled aluminum based on recent Life Cycle Assessment (LCA) studies (Peng et al., 2022; Bai et al., 2024; Wang et al., 2025; Mendes et al., 2024). It emphasizes three main sustainability metrics: CO₂ emissions (t CO₂ eq/t Al), energy use (GJ/t Al), and water consumption (m³/t Al).
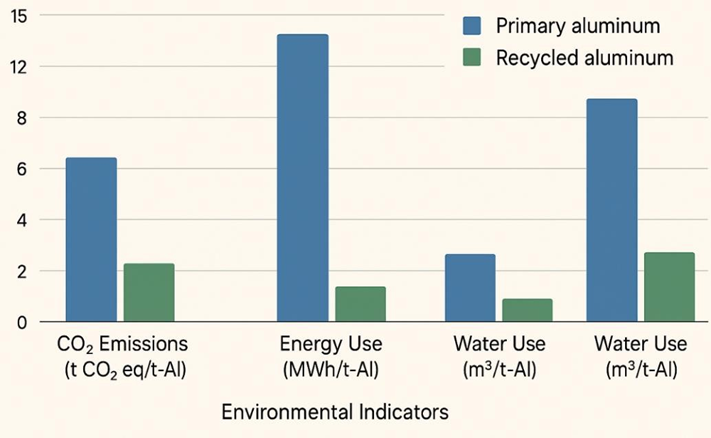
Figure 8. Environmental Performance of Primary vs. Recycled Aluminum – Life Cycle Assessment (LCA) Comparison
The blue bars illustrate the traditional primary aluminum production process, involving bauxite mining, alumina refining, and Hall–Héroult electrolysis. The green bars represent secondary (recycled) aluminum, sourced from post-consumer or industrial scrap and melted and refined. Recycled aluminum significantly reduces resource use: it requires roughly 5% of the energy and generates only 10% of the CO₂ emissions compared to primary methods. Additionally, water consumption drops by over 85% due to the elimination of digestion and precipitation steps characteristic of the Bayer process.
Critical Analysis
The data confirms that recycling aluminum is among the most effective strategies for decarbonization in the global metals sector. Primary aluminum production produces about 11– 13 t CO₂ eq per ton, whereas secondary processes emit only 0.5–0.7 t CO₂ eq per ton (Tian et al., 2022). Additionally, energy consumption drops significantly from 190–210 GJ per ton during electrolytic smelting to just 10–15 GJ per ton during remelting (Carta et al., 2025).
The environmental benefits of recycling mainly depend on scrap quality, collection logistics, and energy sources. Regions still relying on fossil fuels for remelting may see diminished benefits. Therefore, using renewable electricity, waste-heat recovery, and advanced flux technologies is vital for maintaining a low-carbon footprint throughout the entire recycling process (Mendes et al., 2024; Xu & Wang, 2024).
Additionally, incorporating circular-economy metrics like Recycling Efficiency Rate (RER), Material Circularity Indicator (MCI), and certifications such as the Aluminium Stewardship Initiative into LCA assessments is vital for capturing environmental, social, and governance impacts. In summary, Figure 8 shows that aluminum recycling is more than waste management; it is a key approach for climate mitigation, resource conservation, and the promotion of industrial circularity.
Table 7 provides a summary of the main environmental performance metrics for primary versus recycled aluminum production, based on aggregated Life Cycle Assessment (LCA) data from recent studies (Peng et al., 2022; Bai et al., 2024; Wang et al., 2025; Mendes et al., 2024; International Aluminum Institute, 2024).
Table 7. Comparative Environmental Indicators for Primary and Recycled Aluminum (Life Cycle Assessment – LCA
10. Challenges and Future Trends
The aluminum recycling industry is entering a new phase marked by technological integration, digitalization, and principles of a circular economy. While global recycling rates have gradually improved—reaching approximately 76% for total aluminum and over 80% for beverage cans (International Aluminium Institute, 2024)—numerous technical, economic, and social challenges still hinder the complete realization of a closed-loop aluminum economy (Raabe et al., 2022).
10.1. Increasing Global Recycling Rates
Expanding global recycling capacity requires investment in technology, infrastructure development, and policy harmonization. While Europe and Brazil have nearly maximized their collection efficiency, developing economies in Africa and Southeast Asia continue to struggle with fragmented waste management systems (Abralatas, 2023; Al-Alimi et al., 2024).
Achieving worldwide recycling parity requires standardizing Extended Producer Responsibility (EPR) systems, adopting deposit-refund schemes, and establishing international trade mechanisms for scrap certification (European Commission, 2020; Zhang et al., 2024). Furthermore, using blockchain-based traceability (González et al., 2024) and digital material passports can enhance transparency across the global aluminum supply chain.
10.2. Automation and Industry 4.0 Integration
Next-generation recycling plants are progressively implementing Industry 4.0 principles such as automation, data analytics, and real-time monitoring to boost process efficiency and reduce waste. AI and machine learning algorithms are now employed in sorting systems, furnace management, and rolling mill optimization, leading to improved energy efficiency and lower impurity accumulation (Das & Kumar, 2024; Xu & Wang, 2024).
Autonomous guided vehicles (AGVs), robotic scrap handling, and smart conveyors are revolutionizing traditional manual processes into fully digital, self-controlled production systems. Mendes et al. (2024) state that these systems can cut operational energy use by approximately 12–15%, and predictive maintenance helps extend equipment lifespan and minimize downtime.
10.3. Development of High-Performance Recycled Alloys
One of the key research frontiers is producing recycled aluminum alloys with mechanical and corrosion resistance comparable to those of primary alloys. Recent advances in thermodynamic modeling, impurity control, and additive alloying (Li et al., 2023; Jiang et al., 2023) have led to the development of secondary 5xxx and 6xxx series alloys for structural and automotive applications (Carta et al., 2024; Carta et al., 2025).
Solid-state recycling and direct hot extrusion of aluminum chips are emerging as sustainable alternatives to remelting, reducing oxidation losses and eliminating flux residues (Altharan et al., 2024). These technologies not only cut energy demand by up to 40% but also pave the way for the closed-loop production of can-to-can alloys with reduced carbon intensity.
10.4. Reducing Informality in Collection Systems
Despite technological advances, the initial stages of the recycling process—collection, sorting, and logistics—remain largely informal in many developing areas. Informal waste pickers frequently work without safety, legal, or environmental protections, even though they play a significant role in metal recovery rates (Díaz-Romero et al., 2023; Pereira & Santos, 2025).
Advancing inclusive and formalized collection networks is essential for sustainable development. Integrating informal workers via cooperatives, social business initiatives, and training schemes can help stabilize supply chains and promote fair labor standards (Abralatas, 2023). A combination of policy enforcement, digital traceability, and social inclusion will be vital to creating fair and efficient circular aluminum recycling systems.
The future of aluminum recycling depends on a comprehensive approach that includes advanced metallurgical research, digital innovations, and socio-environmental efforts. New technologies such as hydrogen-based remelting, carbon-free electrolysis, and AI-powered sorting are projected to cut the carbon footprint of secondary aluminum to below 0.3 t CO₂ eq/t Al by 2035 (Wang et al., 2025). Ultimately, aluminum remains a key material for global circular-economy efforts, demonstrating how industrial advancement can support sustainability and social progress.
Figure 9 provides a visual overview of the four primary dimensions influencing the future of aluminum recycling: Technology, Policy, Economy, and Society. Each axis highlights the critical factors propelling the shift toward a fully circular, low-carbon aluminum industry. Innovations in technology (such as AI-enabled sorting, digital twins, and predictive control systems) support policy measures such as Extended Producer Responsibility (EPR) and international recycling targets.

Figure 9. Future Trends in Aluminum Recycling – Integrated Technological, Policy, Economic, and Social Axes
Economic innovations such as circular business models, by-product valorization, and energy recovery systems enhance industrial competitiveness and promote carbon neutrality. Socially, the diagram emphasizes formalizing waste collection systems and integrating informal workers as crucial components of equitable circularity (Hou et al., 2024).
Critical Analysis
This conceptual framework highlights that the future success of aluminum recycling depends on a systemic merging of industrial innovation, regulation, and social inclusion. While technological advancements such as automation, data analytics, and low-carbon metallurgy are advancing rapidly, policy and economic development vary significantly between regions.
Emerging trends such as blockchain-based traceability and AI-driven LCA optimization (Das & Kumar, 2024; González et al., 2024) are reshaping transparency and efficiency standards. Nevertheless, in the absence of consistent policies and infrastructure investments especially in developing economies the benefits of these technologies might be confined to high-income markets.
Inclusivity remains a crucial social issue: informal workers currently recover more than 30% of Post-consumer aluminum in Latin America and South Asia (Pereira & Santos, 2025). Involving these workers through cooperatives, training, and certification programs helps achieve the United Nations Sustainable Development Goals (SDGs) and enhances the ethical basis of the aluminum circular economy. In the end, Figure 9 illustrates that the future of
aluminum recycling is intricate its success relies on integrating technological progress, regulatory backing, economic sustainability, and social equity (European Commission, 2023). Table 8 offers quantitative forecasts for the aluminum recycling sector over the coming decade, based on industry reports and peer-reviewed research. The projections highlight significant advancements in carbon reduction, digital transformation, and social formalization.
Table 8. Projected Trends and Targets in the Global Aluminum Recycling Industry (2025–2035). (adapted from Abralatas, 2023; IAI, 2024; Peng et al., 2022; Wang et al., 2025; Zhang et al., 2024; Das & Kumar, 2024; Xu & Wang, 2024; Mendes et al., 2024; Carta et al., 2025; Pereira & Santos, 2025; Al- Alimi et al., 2024; Bai et al., 2024)
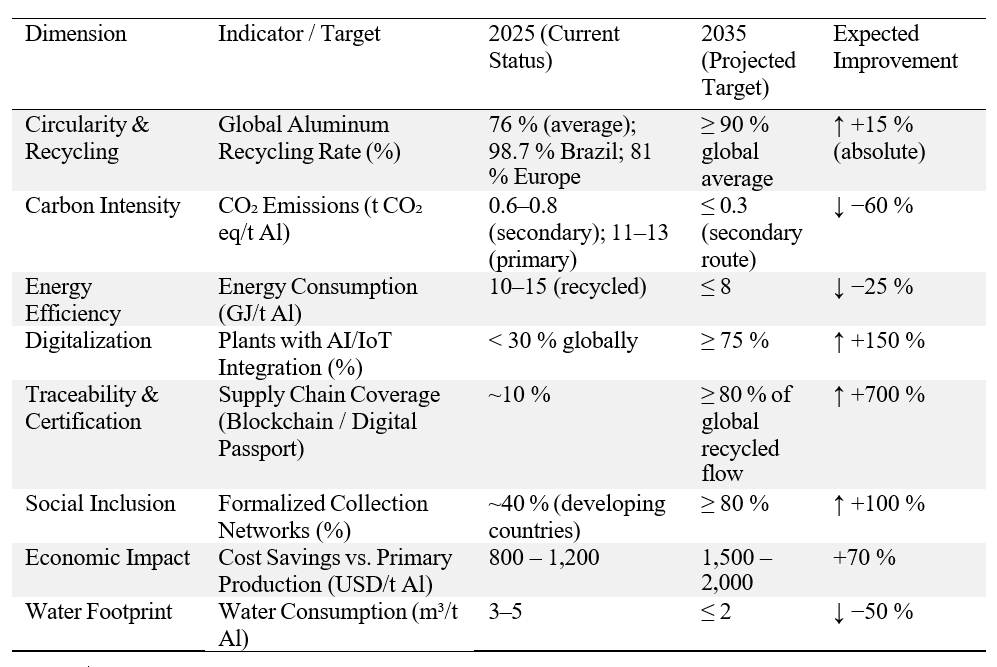
By 2035, global recycling rates are anticipated to surpass 90%, fueled by policies promoting the circular economy, traceability systems, and more efficient furnaces. Concurrently, carbon intensity is expected to decrease below 0.3 t CO₂ eq/t Al, aided by hydrogen-assisted remelting processes and the incorporation of renewable electricity.
Automation and AI-driven optimization will direct plant operations, with over 75% of facilities employing digital twins and machine learning for process control. At the same time, blockchain-enabled supply chains are projected to manage 80% of the worldwide recycled aluminum flow, ensuring transparency and anti-fraud measures.
Critical Analysis
The data reveals a clear industry trend toward sustainable metallurgy and smart manufacturing. Reaching these goals relies on global cooperation among governments, recyclers, and end-use industries.
- Economic feasibility relies on stable scrap prices and incentives for low-carbon aluminum certification (e.g., ASI Performance Standard).
- Policy convergence under EPR frameworks must address the uneven progress between developed and developing nations.
- Ultimately, social inclusion is vital: organizing waste collection formally could significantly enhance the socioeconomic advantages of recycling by integrating informal workers into transparent and equitable value chains.
By 2035, aluminum recycling is projected to exemplify a net-zero industrial ecosystem, integrating technological advances with environmental sustainability and social equity.
11. Conclusions
This review comprehensively analyzed the aluminum can recycling process, covering collection, sorting, remelting, rolling, and manufacturing new cans. By considering technical, economic, and social factors, it demonstrates that aluminum recycling stands out as one of the most effective circular-economy models today, characterized by high recovery rates, minimal energy consumption, and notable reductions in greenhouse gas emissions.
Technological advances in sensor-based sorting, induction furnaces, and data-driven process control have greatly enhanced the quality and purity of secondary aluminum, approaching that of primary production. The adoption of Industry 4.0 technologies, including machine learning for process optimization and digital twins for real-time monitoring, will further improve process efficiency and traceability.
From an environmental standpoint, life-cycle assessments consistently indicate that recycling aluminum consumes more than 90% less energy and generates up to 95% less CO₂ than primary production (Peng et al., 2022; Zhang et al., 2024). The adoption of renewable energy sources and hydrogen-fueled furnaces further boosts recycling’s contribution to achieving global decarbonization targets.
From a social and economic perspective, shifting to a circular aluminum economy depends on formal waste collection systems, especially in developing nations like Brazil, where informal workers play a key role in achieving high recycling rates (Abralatas, 2023; Pereira & Santos, 2025). It is essential to implement policies that integrate these workers via cooperatives, training programs, and digital certification to foster social inclusion and ensure material traceability.
The review emphasizes that future research and industrial progress should focus on developing high-performance recycled alloys that match the mechanical and corrosion- resistance standards of primary materials. Additionally, it advocates for advancing AI-powered control systems and predictive maintenance for furnace and rolling processes. Expanding the
use of blockchain-based traceability and digital product passports is also recommended to support the global certification of recycled aluminum. Furthermore, integrating renewable energy sources and closed-loop water systems is essential to achieving net-zero emissions and water-neutral production.
Ultimately, the sustainable future of aluminum recycling hinges on integrating technological innovations, regulatory harmony, and social responsibility. Finding this balance will position aluminum as a standard for circular manufacturing, aligning industrial advancement with environmental and societal health.
Declaration of Interest Statement
The author declares no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
1. Abralatas. (2023). Brazil achieves world-leading 98.7% aluminum can recycling rate. Retrieved from https://abralatas.org.br
2. Al-Alimi, S., Yusuf, N. K., Ghaleb, A. M., Lajis, M. A., Shamsudin, S., Zhou, W., Altharan, Y. M., Abdulwahab, H. S., Saif, Y., Didane, D. H., S. T. T., & Adam, A. (2024). Recycling aluminium for sustainable development: A review of different processing technologies in green manufacturing. Results in Engineering, 23, Article 102566. https://doi.org/10.1016/j.rineng.2024.102566
3. Al-Sayyab, A. K. S., Mota-Babiloni, A., & Navarro-Esbrí, J. (2023). Renewable and waste heat applications for heating, cooling, and power generation based on advanced configurations. Energy Conversion and Management, 291, 117253. https://doi.org/10.1016/j.enconman.2023.117253
4. Altharan, A., Ghani, J. A., & Hassan, M. H. (2024). Solid-state recycling of aluminum machining chips: A review on energy efficiency and environmental performance. Journal of Cleaner Production, 438, 140975. https://doi.org/10.1016/j.jclepro.2024.140975
5. Andayesh, M., Flórez-Orrego, D. A., Germanier, R., Gatti, M., & Maréchal, F. (2023). Improved waste heat management and energy integration in an aluminum annealing continuous furnace using a machine learning approach. Entropy, 25(11), 1486. https://doi.org/10.3390/e25111486
6. Associação Brasileira do Alumínio (ABAL). (2024). Anuário estatístico 2024: Reciclagem de alumínio no Brasil. São Paulo, Brasil: ABAL. Retrieved from https://abal.org.br
7. Can Manufacturers Institute, & Aluminum Association. (2024). Aluminum beverage can recycling rate report 2023. Retrieved from https://www.cancentral.com
8. Carta, M., Ben Khalifa, N., Buonadonna, P., Mele, A., & El Mehtedi, M. (2024). Innovative solid-state recycling of aluminum alloy AA6063 chips through direct hot rolling process. Metals, 14(12), 1442. https://doi.org/10.3390/met14121442
9. Carta, M., Buonadonna, P., Lai, D., & El Mehtedi, M. (2025). Evaluation of the environmental impact of direct hot rolling, ECAP and FSE for aluminum chips recycling. In Proceedings of the IRIS Institutional Research Information System (pp. 1–10). University of Cagliari. ISBN 978-1-64490-359-9
10. Curtolo, D. C., Xiong, N., Friedrich, S., & Friedrich, B. (2021). High- and ultra-high- purity aluminum: A review on technical production methodologies. Metals, 11(9), 1407. https://doi.org/10.3390/met11091407
11. Dangwal, S., Edalati, K., Valiev, R. Z., & Langdon, T. G. (2023). Breaks in the Hall–Petch relationship after severe plastic deformation of magnesium, aluminum, copper, and iron. Crystals, 13(3), 413. https://doi.org/10.3390/cryst13030413
12. De Caro, D., Tedesco, M. M., Pujante, J., Bongiovanni, A., Sbrega, G., Baricco, M., & Rizzi, P. (2023). Effect of recycling on the mechanical properties of 6000 series aluminum-alloy sheet. Materials, 16(20), 6778. https://doi.org/10.3390/ma16206778
13. Díaz-Romero, D., Van den Eynde, S., Zaplana, I., Zhou, C., Sterkens, W., Goedemé, T., & Peeters, J. (2023). Classification of aluminum scrap by laser induced breakdown spectroscopy (LIBS) and RGB+D image fusion using deep learning approaches. Resources, Conservation and Recycling, 190, 106865. https://doi.org/10.1016/j.resconrec.2023.106865
14. Dubois, C., Martins, R., Ahmed, S., Pereira, M., & Lima, T. (2022). Life cycle assessment in circular economy frameworks: Lessons from emerging economies. Resources, Conservation and Recycling, 187, 106867. https://doi.org/10.1016/j.resconrec.2022.106867
15. European Commission. (2020). Circular Economy Action Plan – For a cleaner and more competitive Europe. Brussels, Belgium: European Union. Retrieved from https://environment.ec.europa.eu
16. European Commission. (2023). Circular economy action plan: For a cleaner and more competitive Europe. Brussels, Belgium: European Commission. Retrieved from https://environment.ec.europa.eu
17. Ferreira, E. de M. (2024). Waste pickers and their inclusion in Brazilian public environmental decisions: An analysis of 10 years of policy development. Interações, 25(4), e2544358. https://doi.org/10.20435/inter.v25i4.4358.
18. George, S. L., Ashraf, M., Chen, J., & Rometsch, P. A. (2024). Intermetallic and dispersoid structures in AA3104 aluminium alloy during two-step homogenisation. Scientific Reports, 14, 22321. https://doi.org/10.1038/s41598-024-51890-2
19. Guo, B., Wang, Y., Huang, Y., Peng, J., Di, Y., Wang, C., & Wang, K. (2024). Upcycling of scrap aluminum to pure aluminum through molten salt electrolysis. Process Safety and Environmental Protection, 191A, 94–101. https://doi.org/10.1016/j.psep.2024.07.046
20. Hou, T., Zhang, L., Yuan, Y., Yang, Y., & Na, H. (2024). Review of the Chinese aluminum industry’s low-carbon development driven by carbon tariffs: Challenges and strategic responses. Processes, 12(12), 2707. https://doi.org/10.3390/pr12122707
21. Huang, C., Jiang, J., Li, T., & Zhou, J. (2023). Evolution behavior of the surface oxide film of Al alloy scraps in aluminum melt. Metals, 13(3), 510. https://doi.org/10.3390/met13030510
22. Huang, Y., Yang, Q., Liu, J., Li, X., & Zhang, J. (2021). Sustainable scheduling of the production in the aluminum furnace hot rolling section with uncertain demand. Sustainability, 13(14), 7708. https://doi.org/10.3390/su13147708
23. Iglesias, J. L. C. (2022). Empowering waste pickers in Brazil: A case study of reverse logistics. International Journal of Business & Management Sciences, 3(8). https://doi.org/10.56734/ijbms.v3n8a4 .
24. International Aluminium Institute. (2022). Aluminium sector emissions and production report 2022. Retrieved from https://international-aluminium.org
25. International Aluminium Institute. (2022). Aluminium Stewardship Initiative and global sustainability framework. Retrieved from https://international-aluminium.org
26. International Aluminium Institute. (2024). Global beverage can circularity and recycling statistics 2024. Retrieved from https://international-aluminium.org
27. International Aluminium Institute (IAI). (2024). Global aluminium statistics 2024. London, United Kingdom: International Aluminium Institute. Retrieved from https://www.world-aluminium.org.
28. Jiang, L., Gao, W., Guo, S., Zhang, X., & Liu, Z. (2024). Improved iron-tolerance in recycled aluminum alloys via particle engineering. Journal of Sustainable Metallurgy, 10, 1160–1176. https://doi.org/10.1007/s40831-024-00844-z
29. Li, J., Yang, X., Xiang, S., Zhang, Y., Shi, J., Qiu, Y., & Sanders, R. E. (2021). Effects of Sc and Zr addition on microstructure and mechanical properties of AA5182. Materials, 14(16), 4753. https://doi.org/10.3390/ma14164753
30. Ma, Z., Li, Y.-B., Huang, M., Deng, N., & Yuan, H. (2023). Online visual end-to-end detection monitoring on surface defect of aluminum strip under industrial few-shot condition. Journal of Manufacturing Systems, 70, 31–47. https://doi.org/10.1016/j.jmsy.2023.06.016
31. Mesquita, J. L. C., Gutberlet, J., de Araujo, K. P., Cruvinel, V. R. N., & Duarte, F. H. (2023). Greenhouse gas emission reduction based on social recycling: A case study with waste picker cooperatives in Brasília, Brazil. Sustainability, 15(12), 9185. https://doi.org/10.3390/su15129185 .
32. Milani, V., & Timelli, G. (2023). Solid salt fluxes for molten aluminum processing — A review. Metals, 13(5), 832. https://doi.org/10.3390/met13050832.
33. Milani, V., Babic, M., & Krajacic, G. (2023). Solid salt fluxes for molten aluminum processing—A review. Metals, 13(5), 832. https://doi.org/10.3390/met13050832
34. Moodispaw, M. P., Sahoo, M., & Shivpuri, R. (2024). Thermodynamic modeling of solid flux interactions with molten aluminum alloys. International Journal of Metalcasting, 18, 1072–1089. https://doi.org/10.1007/s40962-023-01256-7
35. Organisation for Economic Co-operation and Development (OECD). (2024). Global metals outlook 2024. Paris, France: OECD. Retrieved from https://www.oecd.org.
36. Orozco-Caballero, A., Carreño, F., Ruano, O. A., & González-Doncel, G. (2022). Superplastic behavior of overaged 2024 aluminum alloy processed by friction stir processing. Metals, 12(11), 1880. https://doi.org/10.3390/met12111880
37. Page, M. J., McKenzie, J. E., Bossuyt, P. M., Boutron, I., Hoffmann, T. C., Mulrow, C. D., et al. (2021). The PRISMA 2020 statement: An updated guideline for reporting systematic reviews. BMJ, 372, n71. https://doi.org/10.1136/bmj.n71
38. Padamata, S. K., Yasinskiy, A. S., & Polyakov, P. V. (2021). A review of secondary aluminum production and its byproducts. JOM, 73(9), 2603–2614. https://doi.org/10.1007/s11837-021-04802-y
39. Papadopoulou, S., Gavalas, E., & Papaefthymiou, S. (2022). The influence of second- phase particles on texture during rolling of Al 3104. International Journal of Material Forming, 15(6), 70. https://doi.org/10.1007/s12289-022-01715-2
40. Papadopoulou, S., Loukadakis, V., Zacharopoulos, Z., & Papaefthymiou, S. (2021). Influence of uniaxial deformation on texture evolution and anisotropy of 3104 Al sheet with different initial microstructure. Metals, 11(11), 1729. https://doi.org/10.3390/met11111729
41. Peng, T., Zhang, L., Zhou, Y., & Chen, X. (2022). Life-cycle energy consumption and greenhouse-gas emissions of primary and recycled aluminum in China. Processes, 10(11), 2299. https://doi.org/10.3390/pr10112299
42. Pereira, A. C., & Santos, J. R. dos. (2025). Aluminum scrap recycling: From waste pickers to smelters – A comprehensive review of processes, challenges, and opportunities. Studies in Engineering and Exact Sciences, 6(2), Article 017. https://doi.org/10.54021/seesv6n2-017
43. Pierer, A., Lehmann, J., & Hausmann, R. (2022). Inline quality monitoring of reverse extruded aluminum parts using a multi-camera neural network-based system. Sensors, 22(24), 9646. https://doi.org/10.3390/s22249646
44. Raabe, D., Ponge, D., Uggowitzer, P. J., & Vakili, S. (2022). Making sustainable aluminum by recycling scrap: The science of “dirty” alloys. Progress in Materials Science, 128, 100947. https://doi.org/10.1016/j.pmatsci.2022.100947
45. Raabe, D., Liu, C., & Uggowitzer, P. J. (2023). The materials science behind sustainable metals and alloys. Chemical Reviews, 123(24), 10726–10793. https://doi.org/10.1021/acs.chemrev.2c00799
46. Ruan, J., Dong, L., Zheng, J., Zhang, T., Huang, M., & Xu, Z. (2017). Key factors of eddy current separation for recovering aluminum from crushed e-waste. Waste Management, 60, 84–90. https://doi.org/10.1016/j.wasman.2016.08.018.
47. Tian, S., Di, Y., Dai, M., Chen, W., & Zhang, Q. (2022). Comprehensive assessment of energy conservation and CO₂ emission reduction in future aluminum supply chain. Applied Energy, 305, 117796. https://doi.org/10.1016/j.apenergy.2021.117796
48. United States Geological Survey (USGS). (2024). Mineral commodity summaries: Aluminum 2024. Reston, VA: U.S. Geological Survey. Retrieved from https://www.usgs.gov
49. U.S. Aluminum Manufacturing: Industry Trends. (2022). U.S. Department of Energy – Industrial Efficiency Analysis Report. Retrieved from https://www.energy.gov
50. U.S. Geological Survey. (2024). Aluminum statistics and information. Retrieved from https://www.usgs.gov/centers/national-minerals-information-center/aluminum-statistics- and-information
51. Vallejo-Olivares, A., Høgåsen, S., Kvithyld, A., & Tranell, G. (2022). Thermal de- coating pre-treatment for loose or compacted aluminum scrap and consequences for salt- flux recycling. Journal of Sustainable Metallurgy, 8, 1485–1497. https://doi.org/10.1007/s40831-022-00627-4.
52. Van den Eynde, S., Bracquené, E., Diaz-Romero, D., Zaplana, I., Engelen, B., Duflou, J. R., & Peeters, J. R. (2022). Forecasting global aluminium flows to demonstrate the need for improved sorting and recycling methods. Waste Management, 137, 231–240. https://doi.org/10.1016/j.wasman.2021.11.019.
53. Vandermeer, R., Lin, F., Lei, X., Sanders, R. E., & Jensen, D. J. (2022). Recrystallization kinetics of the AA5xxx series aluminum alloys – revisited. IOP Conference Series: Materials Science and Engineering, 1249, 012060. https://doi.org/10.1088/1757- 899X/1249/1/012060
54. Wang, J.-G., Li, X., Zhang, Y., Liu, H., & Chen, Z. (2022). Effects of annealing temperature on the comprehensive properties of 2219 aluminum alloy brazed joints. Metallurgical Research & Technology, 119(6), 614. https://doi.org/10.1051/metal/2022101
55. Wang, T., Lu, J., Jiang, Y., Xu, Y., Zhou, X., & Wu, Y. (2024). Upcycled high-strength aluminum alloys from scrap through solid-phase alloying. Nature Communications, 15, 8011. https://doi.org/10.1038/s41467-024-53062-2
56 Wang, Z., Yao, Q., Sun, P., Wang, Y., & Fan, C. (2024). Friction properties and mechanism of aluminum sheets under an eco-friendly CMCS lubrication condition. Tribology Letters, 72, Article 27. https://doi.org/10.1007/s11249-024-01831-x
57. World Bank. (2021). Commodity markets outlook: Implications of COVID-19 for commodities. Washington, DC: World Bank. Retrieved from https://documents1.worldbank.org/curated/en/543311587659880031/pdf/Commodity- Markets-Outlook-April-2020.pdf
58. Wu, H., Tao, F., & Yang, B. (2020). Optimization of vehicle routing for waste collection and transportation. International Journal of Environmental Research and Public Health, 17(14), 4963. https://doi.org/10.3390/ijerph17144963.
59. Xu, K., & Wang, P. (2024). Data-driven control strategies for low-carbon aluminum remelting operations. Resources, Conservation & Recycling, 205, 107358. https://doi.org/10.1016/j.resconrec.2024.107358
60. Xu, Y., Yue, C., Chen, Z., Li, M., Wang, L., & Liu, X. (2023). Finite element simulation of residual stress in milling of aluminum alloy with different passes. The International Journal of Advanced Manufacturing Technology, 127, 4199–4210. https://doi.org/10.1007/s00170-023-11795-2
61. Yang, J., Yin, S., Fan, C., & Ou, L. (2024). Effect of voltage on structure and properties of 2024 aluminum alloy surface anodized aluminum oxide films. Surface & Coatings Technology, 479, 130508. https://doi.org/10.1016/j.surfcoat.2024.130508
1PhD in Chemical Engineering Federal University of Minas Gerais – UFMG, Department of Chemical Engineering Belo Horizonte – MG – Brazil
E-mail: claretipereira@gmail.com
https://orcid.org/0000-0001-8115-4279