STUDY ON THE BEHAVIOR OF VACUUM AND ABSENCE OF VACUUM IN PRODUCT PACKAGING.
ESTUDIO SOBRE EL COMPORTAMIENTO DEL VACÍO Y LA AUSENCIA DE VACÍO EN EL EMBALAJE DE PRODUCTOS
REGISTRO DOI: 10.69849/revistaft/ra10202501052325
Rafael Sana1
Resumo
Este artigo teve como objetivo investigar o impacto do vácuo controlado e da ausência dele na preservação e proteção dos produtos embalados na indústria. O estudo visa compreender como esses processos influenciam a qualidade e a segurança dos produtos ao longo do tempo. A metodologia utilizada envolveu a análise detalhada de técnicas de embalagem que utilizam vácuo, com foco na operação de equipamentos específicos projetados para criar e manter condições ideais de vácuo. Foram realizados estudos experimentais para avaliar a eficácia desses equipamentos na remoção do ar ao redor dos produtos antes da selagem da embalagem. Os resultados obtidos demonstraram que a utilização de vácuo controlado desempenha um papel crucial na prevenção da deterioração dos produtos, minimizando a exposição a agentes externos como ar, umidade e microorganismos. Além disso, foi observado que a aplicação adequada de técnicas de embalagem, incluindo a atmosfera modificada em ausência de vácuo, contribui significativamente para a preservação da frescura, sabor e textura dos alimentos, assim como para a proteção de materiais sensíveis à oxidação. Em conclusão, o estudo destacou a importância de compreender e aplicar corretamente o comportamento do vácuo na indústria de embalagens para garantir a eficácia, segurança e qualidade dos produtos. Estas descobertas não apenas promovem a eficiência dos processos produtivos, mas também garantem a satisfação dos consumidores ao receberem produtos que mantêm suas características originais conforme padrões rigorosos de qualidade e segurança estabelecidos.
Palavras chaves: Vácuo, embalagem, preservação
Abstract
This article aimed to investigate the impact of controlled vacuum and its absence on the preservation and protection of packaged products in the industry. The study seeks to understand how these processes influence the quality and safety of products over time. The methodology involved a detailed analysis of vacuum packaging techniques, focusing on the operation of specific equipment designed to create and maintain ideal vacuum conditions. Experimental studies were conducted to evaluate the effectiveness of these devices in removing air around products before sealing the packaging. The results demonstrated that the use of controlled vacuum plays a crucial role in preventing product deterioration, minimizing exposure to external agents such as air, moisture, and microorganisms. Furthermore, it was observed that the proper application of packaging techniques, including modified atmosphere in the absence of vacuum, significantly contributes to preserving the freshness, flavor, and texture of foods, as well as protecting oxidation-sensitive materials. In conclusion, the study emphasized the importance of understanding and correctly applying vacuum behavior in the packaging industry to ensure the effectiveness, safety, and quality of products. These findings not only enhance the efficiency of production processes but also ensure consumer satisfaction by receiving products that maintain their original characteristics according to rigorous standards of quality and safety.
Keywords: Vacuum, packaging, preservation
Resumen: Este artículo tuvo como objetivo investigar el impacto del vacío controlado y su ausencia en la preservación y protección de los productos embalados en la industria. El estudio busca comprender cómo estos procesos influencian la calidad y seguridad de los productos a lo largo del tiempo. La metodología utilizada incluyó un análisis detallado de técnicas de embalaje que emplean vacío, centrándose en la operación de equipos específicos diseñados para crear y mantener condiciones ideales de vacío. Se llevaron a cabo estudios experimentales para evaluar la eficacia de estos equipos en la eliminación del aire alrededor de los productos antes de sellar el embalaje. Los resultados obtenidos demostraron que el uso de vacío controlado juega un papel crucial en la prevención de la deterioración de los productos, minimizando la exposición a agentes externos como aire, humedad y microorganismos. Además, se observó que la aplicación adecuada de técnicas de embalaje, incluyendo la atmósfera modificada en ausencia de vacío, contribuye significativamente a preservar la frescura, sabor y textura de los alimentos, así como a proteger materiales sensibles a la oxidación. En conclusión, el estudio subrayó la importancia de comprender y aplicar correctamente el comportamiento del vacío en la industria del embalaje para garantizar la eficacia, seguridad y calidad de los productos. Estos hallazgos no solo promueven la eficiencia de los procesos productivos, sino que también aseguran la satisfacción de los consumidores al recibir productos que mantienen sus características originales conforme a estándares rigurosos de calidad y seguridad.
Palabras clave: Vacío, embalaje, preservación
1. Introdução
Na indústria moderna, o controle preciso do vácuo desempenha um papel crucial na preservação e proteção dos produtos. O vácuo é uma técnica essencial que permite remover o ar ao redor dos itens embalados antes do selamento, criando uma atmosfera livre de oxigênio que retarda a deterioração e prolonga a vida útil dos produtos.
Esta prática não só mantém a qualidade sensorial dos alimentos, como também preserva suas propriedades nutricionais e impede o crescimento de microorganismos indesejados.
O estudo do comportamento do vácuo e sua ausência envolve a análise meticulosa de como diferentes condições de embalagem afetam a integridade dos produtos ao longo do tempo. Compreender como o vácuo controlado influencia fatores como a taxa de oxidação lipídica em alimentos ricos em gordura ou a frescura em produtos perecíveis é crucial para ajustar as práticas de embalagem e melhorar a eficiência dos processos industriais.
Além do vácuo controlado, a ausência de vácuo também desempenha um papel significativo em certos tipos de embalagens, como aquelas que utilizam atmosferas modificadas para proteger produtos sensíveis à compressão ou propensos à oxidação. Estas técnicas adaptadas garantem que produtos como carnes, queijos e produtos de panificação mantenham sua qualidade e segurança, mesmo sem o uso direto de vácuo.
A metodologia empregada neste estudo envolve a revisão de literatura especializada, análises experimentais e estudos de caso para investigar a eficácia das técnicas de embalagem a vácuo em diferentes contextos industriais.
A avaliação cuidadosa dos equipamentos utilizados para criar e manter condições ideais de vácuo é essencial para garantir a integridade dos produtos desde a produção até a chegada ao consumidor final.
Por fim, este estudo não apenas busca aprimorar os processos de embalagem para maximizar a eficiência e a segurança dos produtos, mas também visa contribuir para a sustentabilidade ao reduzir o desperdício alimentar e prolongar a vida útil dos alimentos embalados.
Ao entender melhor como o vácuo e sua ausência afetam os produtos embalados, podemos desenvolver práticas mais sustentáveis e eficazes que beneficiem tanto a indústria quanto os consumidores finais.
2. O processo de Funcionamento
O processo de extração de vácuo em produtos como proteína animal pode ser realizado utilizando equipamentos de câmaras rotativas ou câmaras únicas, que consistem em câmaras equipadas com bombas de vácuo de alta performance integradas.
Após o fechamento das câmaras, que são seladas com vedações de alta barreira para impedir a entrada de oxigênio, as bombas de vácuo são ativadas para extrair completamente o ar do interior; e assim, dependendo da configuração do equipamento e do tipo de embalagem utilizada, o vácuo pode chegar a ( -0,1) mbar (pressão nula) durante o processo.
Em operações de embalagem de carne bovina, as embaladoras a vácuo normalmente trabalham com pressões entre 0 e 6 mbar para peças desossadas, e entre 10 e 14 mbar para peças embaladas com osso.
Embaladoras de câmaras únicas podem completar um ciclo mínimo em apenas 13 segundos, com capacidade variando de 1 a 12 pacotes, dependendo do modelo do equipamento.
Por outro lado, embaladoras de câmaras rotativas, que são equipadas com múltiplas bombas de vácuo de alta capacidade, podem realizar o mesmo ciclo em até 3 segundos, dependendo das especificações do equipamento.
Após a introdução do produto no equipamento, ele passa por uma sequência de processos rigorosamente controlados. Isso inclui o fechamento da câmara, a ativação das barras de fixação para manter o produto no lugar, seguido pelo acionamento das bombas aceleradoras de vácuo.
Posteriormente, as válvulas de vácuo são abertas para facilitar a retirada completa do oxigênio da câmara, enquanto a embalagem é inflada até atingir seu tamanho máximo, e nesse momento, o sensor de vácuo verifica e mantém o vácuo programado conforme as especificações do equipamento.
Após atingir o vácuo desejado, as válvulas de vácuo são abertas simultaneamente às facas de pré-corte, permitindo a saída controlada do oxigênio do interior da embalagem. A pressão atmosférica então retorna à câmara, que pode variar de 0 a 935 mbar, auxiliando na expulsão final do oxigênio com a ajuda do elástico superior.
Em seguida, o processo de selagem térmica é iniciado em aproximadamente 0,03 segundos, selando completamente a embalagem e cortando o excesso de filme com uma faca de corte integrada.
Após o ciclo de embalagem, a câmara se abre automaticamente, e o produto é transportado por uma esteira para o segundo processo: a termo retração da embalagem. Este processo é fundamental para melhorar a resistência e a estética da embalagem ao produto.
A termo retração é realizada em um túnel de encolhimento, onde o produto embalado passa através de uma cortina de água aquecida a uma temperatura entre 85°C e 90°C por um tempo específico de exposição, geralmente 3 segundos, ajustado conforme a espessura e características do filme termo encolhível de múltiplas camadas.
Em testes de encolhimento linear, filmes de embalagem de 0,6 µm podem atingir uma espessura entre 0,84 µm e 1,14 µm, demonstrando a eficiência do processo de termorretração em melhorar a conformidade da embalagem ao produto embalado. Este processo integrado de embalagem a vácuo e termo retração não só assegura a qualidade e a segurança dos produtos, mas também contribui para prolongamento da vida útil dos produtos embalados na indústria alimentícia.
3. A Resistência da Embalagem na Indústria de Embalagens a Vácuo
A resistência da embalagem desempenha um papel crucial na preservação e proteção dos produtos durante o processo de embalagem a vácuo, e assim a escolha da espessura adequada do filme termoplástico é essencial para garantir que a embalagem não seja perfurada ou danificada durante o manuseio mecânico e o transporte dos produtos embalados.
Embora embalagens mais espessas possam oferecer uma maior resistência a perfurações, é fundamental encontrar um equilíbrio entre a resistência desejada e o custo do material.
Dividimos as embalagens com base na micragem em três categorias principais: 8 a 12 micras, 12 a 16 micras e 18+ micras.
- 4 a 12 micras: Essas embalagens são as mais finas e são recomendadas para produtos que não possuem cantos afiados e são relativamente macios.
No entanto, ao congelar alimentos embalados nessas micragens, é necessário cuidado extra para evitar que os alimentos congelados criem cantos afiados que possam perfurar a embalagem durante o manuseio.
Além disso, durante o transporte, essas embalagens podem ser mais suscetíveis a micro furos causados pelo contato com outros produtos embalados.
Exemplos de uso: Alimentos fatiados, proteínas sem osso, entre outros.
- 12 a 16 micras: Estas são embalagens intermediárias e são as mais comuns na indústria.
Elas oferecem uma boa proteção para a maioria dos produtos, exceto aqueles que possuem cantos pontiagudos.
O transporte dessas embalagens não representa um problema significativo devido à sua micragem relativamente segura.
Exemplos de uso: Proteínas sem osso e com osso, entre outros.
- 18+ micras: Embora essas embalagens tenham um custo mais elevado, oferecem uma resistência superior e são ideais para produtos que possuem cantos afiados ou são muito robustos.
São recomendadas especialmente para produtos que serão congelados ou que possuem partes duras e pontiagudas que poderiam comprometer embalagens mais finas.
Exemplos de uso: Carnes com osso, produtos congelados, peixes com escamas ou espinhos, entre outros.
Ao escolher a micragem adequada para as embalagens a vácuo, os fabricantes e processadores de alimentos buscam garantir a integridade dos produtos ao longo de sua distribuição e armazenamento.
A seleção cuidadosa do filme termoplástico não só protege contra danos físicos, mas também contribui para a eficiência operacional e a satisfação do cliente, mantendo a qualidade dos produtos embalados até que cheguem aos consumidores finais.
4. Resistência da Embalagem na Indústria de Embalagens a Vácuo
Definir adequadamente a espessura das embalagens é um passo crucial no processo de embalagem a vácuo, especialmente considerando que essas embalagens são adquiridas em grande quantidade, o que torna qualquer erro potencialmente impactante para a produção.
O processo de acondicionamento a vácuo de cortes de carne bovina é uma técnica consagrada para a conservação de alimentos, envolvendo o posicionamento dos cortes em sacos plásticos especiais dos quais o ar é removido através de bombas de vácuo. Em seguida, os sacos são selados termicamente, garantindo um fechamento seguro e hermético.
O objetivo principal deste procedimento é eliminar o oxigênio molecular que entra em contato com os alimentos, reduzindo-o a uma quantidade residual inferior a 1%, enquanto aumenta a concentração de dióxido de carbono para até 10% ou mais.
Esse ambiente anaeróbico retarda a deterioração causada principalmente por microrganismos aeróbicos como Pseudomonas e Moraxella.
Embora a embalagem a vácuo por si só seja capaz de prolongar significativamente a vida útil da carne, ela deve ser complementada com refrigeração durante o processo de embalagem (entre 4°C e 7°C) e congelamento (a -18°C ou mais frio), sendo um componente essencial do processo de embalagem primária onde o alimento fica diretamente em contato com o saco plástico.
A operação de embalagem deve ser realizada em condições estritas de higiene, seguindo as Boas Práticas de Fabricação (BPF) e o plano de Análise de Perigos e Pontos Críticos de Controle (HACCP) em todas as etapas.
A sala de embalagem deve ser isolada de outras áreas de processo e equipada com sistemas que mantenham a temperatura ambiente controlada em torno de 12°C.
Existem diversos tipos de equipamentos para extrair o ar do saco durante o processo de embalagem a vácuo. Isso pode variar desde equipamentos manuais, que operam um saco por vez ou até 12 sacos de cada vez em equipamentos de sino a vácuo, até sistemas automáticos que formam e selam muitos sacos por minuto em operações industriais de embalagem de cortes de carne.
A escolha do equipamento depende das necessidades específicas da empresa de embalagem.
Quanto à relação dos microrganismos com o oxigênio molecular, eles podem ser classificados em três grupos principais, dependendo de sua resposta ao oxigênio:
- Aeróbicos: necessitam de oxigênio para crescer.
- Facultativos: podem crescer na presença ou ausência de oxigênio.
- Anaeróbios: crescem na ausência de oxigênio, incluindo aerotolerantes que toleram pequenas quantidades de oxigênio e anaeróbios estritos que só crescem na ausência total de oxigênio. Bactérias como Clostridium, gram-positivas formadoras de esporos, são especialmente relevantes neste contexto.
Para embalar cortes de carne bovina, tanto com osso quanto sem, são utilizados sacos fabricados com múltiplas camadas de materiais que atuam como barreira ao oxigênio e vapor de água. As espessuras variam de acordo com o tipo de corte de carne e a presença de ossos que poderiam perfurar o saco.
Por exemplo, sacos com 2 folhas incluem poliamida de 2 microns e polietileno de 6 microns, enquanto sacos com 4 folhas podem incluir poliéster e polietileno, além de copolímeros de alta barreira a gases. Embalagens multicamadas são mais eficazes na impermeabilização aos gases, embora possam ser menos transparentes.
Embora a embalagem a vácuo seja eficaz para prevenir o crescimento de microrganismos aeróbicos que deterioram a carne, cria um ambiente propício ao crescimento de bactérias perigosas como Clostridium, incluindo Clostridium perfringens e Clostridium botulinum, agentes causadores de intoxicações alimentares graves.
Portanto, medidas rigorosas de higiene devem ser implementadas antes e durante o processo de embalagem, e estratégias de barreira ao crescimento microbiano devem ser adotadas após o acondicionamento da carne, incluindo controle rigoroso de temperatura
5. Ação da Temperatura na Reatividade Química
No cotidiano, diversas situações destacam como a temperatura influencia diretamente a velocidade das reações químicas. Por exemplo, ao cozinhar feijão em uma panela de pressão, o aumento da temperatura de ebulição devido à pressão elevada acelera o processo de cozimento.
Em contrapartida, ao refrigerar alimentos, a redução da temperatura retarda a decomposição causada por microrganismos.
Mas por que o aumento da temperatura aumenta a reatividade das substâncias?
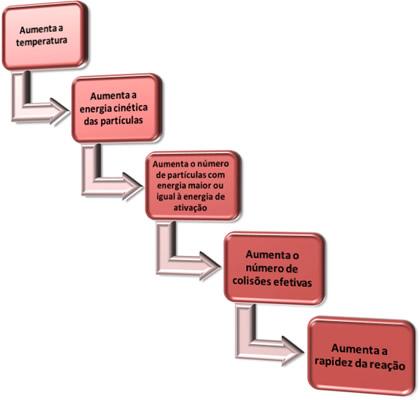
A temperatura é uma medida da energia cinética das partículas que compõem uma substância. Quando a temperatura é elevada, as moléculas estão mais energeticamente agitadas, movendo-se mais rapidamente e colidindo entre si com maior frequência e energia.
Essas colisões frequentes e energéticas aumentam a probabilidade de as moléculas reagirem entre si de maneira efetiva, formando o complexo ativado – o estado intermediário entre os reagentes e os produtos de uma reação química.
Em termos mais técnicos, o aumento da temperatura aumenta a velocidade das reações químicas porque:
- Aumenta a energia cinética das moléculas, facilitando as colisões efetivas entre os reagentes.
- Aumenta a frequência das colisões entre as moléculas.
- Diminui a energia de ativação necessária para iniciar a reação, acelerando assim a formação dos produtos.
Portanto, o aumento da temperatura não apenas acelera as reações químicas, mas também influencia a seleção de produtos, favorecendo a formação dos produtos desejados de forma mais rápida e eficiente.
Essa compreensão é fundamental em diversas aplicações industriais, desde processos alimentícios até sínteses químicas complexas, onde o controle preciso da temperatura pode otimizar tanto a eficiência quanto a qualidade dos produtos.
Figura 1
Fonte: Elaborado pelo autor, 2025
Isso pode ser visualizado por meio de um gráfico que relaciona a quantidade de uma fração das partículas dos reagentes (já que as energias cinéticas de todas as partículas não são iguais) com a energia cinética média dessas partículas, em uma temperatura específica.
Os dois gráficos, figura (2), o primeiro estabelece essa relação em uma temperatura T1, enquanto o segundo demonstra o que acontece em uma temperatura mais elevada, T2.

Figura 2

Fonte: elaborado pelo autor, 2025
Observe que, com o aumento da temperatura, ocorre um aumento da energia cinética média das moléculas, havendo uma distribuição dessa energia; e isso faz com que haja mais moléculas com energia suficiente para reagir, o que acarreta no aumento da velocidade da reação.
O primeiro cientista que estudou essa influência da temperatura sobre a velocidade das reações foi Jacobus Vant’t Hoff, no final do século XIX. Ele chegou por meio de seus estudos à seguinte regra:

Considerando uma reação que ocorre com uma velocidade V a 5 ºC, é possível observar que ao aumentarmos a temperatura para 15 ºC, a velocidade da reação se eleva para 2V, e assim sucessivamente.
Esse fenômeno evidencia como a temperatura influencia diretamente na velocidade das reações químicas, aumentando conforme a temperatura aumenta.
Com o aumento da temperatura, também surge o fenômeno da carbonação, ou carbonatação, que envolve a reação química entre CO2 e H2O. Este processo ocorre através da borbulhagem de dióxido de carbono em água líquida, resultando na formação de ácido carbônico (H2CO3).
Este ácido é considerado fraco e tem a capacidade de se decompor facilmente, liberando de volta o gás carbônico e a água original.
É importante destacar que a perda do vácuo por variações de temperatura pode afetar diretamente processos que dependem de condições controladas, como é o caso da embalagem a vácuo de alimentos, onde a preservação e segurança dos produtos estão diretamente relacionadas à manutenção das condições ideais de vácuo durante todo o processo de armazenamento e transporte.
6. Considerações sobre o estudo
Na indústria contemporânea de embalagens, o controle preciso do vácuo é fundamental para preservar e proteger produtos. Remover o ar ao redor dos itens embalados antes do selamento cria uma atmosfera livre de oxigênio que retarda a deterioração e prolonga a vida útil dos alimentos, mantendo sua qualidade sensorial e propriedades nutricionais intactas, além de prevenir o crescimento de microorganismos indesejados.
O estudo detalhado do vácuo e suas variações envolve uma análise cuidadosa de como diferentes métodos de embalagem afetam a integridade dos produtos ao longo do tempo. Compreender como o vácuo controlado impacta a oxidação lipídica em alimentos gordurosos e a frescura de produtos perecíveis é essencial para otimizar os processos industriais.
Além do vácuo, a utilização de atmosferas modificadas também desempenha um papel importante em embalagens sensíveis à compressão ou propensas à oxidação. Essas técnicas garantem que alimentos como carnes, queijos e produtos de panificação mantenham sua qualidade sem a necessidade direta de vácuo.
A metodologia aplicada nesta pesquisa inclui revisão de literatura, experimentação e estudos de caso para avaliar a eficácia das técnicas de embalagem a vácuo em diversos contextos industriais. A escolha e manutenção adequadas dos equipamentos são fundamentais para assegurar a qualidade dos produtos desde a produção até o consumidor final.
Este estudo visa não apenas melhorar os processos de embalagem para aumentar a eficiência e segurança dos produtos, mas também contribuir para a sustentabilidade ao reduzir o desperdício alimentar e prolongar a vida útil dos alimentos embalados.
Ao compreender melhor como o vácuo e suas variações influenciam os produtos embalados, podemos desenvolver práticas mais sustentáveis e eficazes que beneficiem toda a cadeia produtiva e os consumidores finais.
Referências Bibliográficas
CRYOVAC, inc.. Michael e. Broadus; bryan freeman; randall l. Brush; j. Doug wilson; donny s. Kay; kevin l. Mccormick; sumita s. Ranganathan.
MERGEN, Isaura Zanini. Título do trabalho. 2024. Trabalho de Conclusão de Curso (Mestrado em Engenharia Química) – Universidade Federal de Santa Catarina, Florianópolis, 2024.
SAVIA, Daniel Bouzas. Título da tese. 2024. Tese (Doutorado em Medicina Veterinária) – Universidade do Uruguai, Montevidéu, 2024.
FOGAÇA, Jennifer Rocha Vargas. Título dos Anais ou Proceedings… Local de publicação: Editora, Ano de publicação, página inicial-final do artigo.
1Universidade Anhanguera- Mato Grosso-MT
https://orcid.org/0009-0005-9902-1702
rafa_sana74@hotmail.com