REDUCTION OF PROCESS TIME AND OPTIMIZATION OF PARAMETERS IN THE MACHINING SECTOR
REGISTRO DOI: 10.69849/revistaft/ra10202411302351
Breno Saldanha1
Dra. Siomara Rocha2
RESUMO
Este estudo teve como objetivo geral apresentar uma solução voltada à redução do tempo de ciclo no processo de usinagem realizada em uma empresa fabricante de motores a combustão interna localizada em Manaus. A introdução ressalta a crescente importância da eficiência operacional no contexto industrial contemporâneo, onde a competição exige adaptações rápidas às demandas do mercado. A pesquisa, classificada como aplicada e com abordagem experimental, envolveu a análise detalhada de parâmetros operacionais, como velocidade de corte, avanço e profundidade de corte, cujos ajustes foram realizados com o intuito de melhorar o desempenho produtivo. O estudo incluiu a coleta de dados sobre os tempos de ciclo atuais, que eram considerados elevados, e a implementação de melhorias nos parâmetros de usinagem. Após ajustes, a rotação das máquinas foi aumentada de 1500 rpm para 2500 rpm e o avanço foi modificado de 0,18 mm/min para 0,22 mm/min. Os resultados mostraram uma redução significativa no tempo de ciclo, que passou de 38 segundos para 22 segundos, permitindo um aumento na capacidade produtiva de 556 para 955 peças por turno. Esses dados foram analisados através de métodos estatísticos, como o teste t de Student e ANOVA, que confirmaram a eficácia das intervenções. As conclusões indicam que a otimização dos processos de usinagem não apenas resultou em ganhos de eficiência e produtividade, mas também assegurou a qualidade das peças produzidas, alinhando-se às exigências do mercado. O estudo enfatiza a relevância da aplicação de metodologias como SMED (Single Minute Exchange of Die) e manutenção preditiva na redução de tempos de setup e minimização de paradas inesperadas. Assim, recomenda-se a continuidade das práticas de melhoria contínua, promovendo uma cultura de eficiência que beneficie todos os setores da empresa.
PALAVRAS-CHAVE: Avanço. Eficiência. Otimização. Processos. Usinagem.
1 INTRODUÇÃO
A otimização dos processos de usinagem é um tema de crescente relevância no contexto industrial contemporâneo, onde a competição acirrada exige das empresas não apenas a eficiência operacional, mas também uma capacidade de adaptação rápida às demandas do mercado. Estudos indicam que, em média, até 30% do tempo de produção é perdido em preparações e ajustes das máquinas (Fogliatto & Fagundes, 2023), evidenciando a urgência em abordar essas questões.
A literatura aponta para a importância de parâmetros como velocidade de corte, avanço e profundidade de corte na eficiência do processo (Diniz et al., 2013). No entanto, muitos estabelecimentos ainda não utilizam essas informações de forma estratégica, resultando em uma subutilização do potencial produtivo. É nesse contexto que este estudo se insere, buscando identificar lacunas existentes na aplicação de técnicas de otimização e propondo soluções que possam ser implementadas em uma empresa fabricante de motores a combustão interna em Manaus.
Otimizar os tempos de ciclo é vital para impulsionar a eficiência e capacidade produtiva de uma empresa. Ao encurtar os ciclos, mais peças podem ser fabricadas com a mesma infraestrutura existente, evitando novos aportes e reduzindo desperdícios. Uma estratégia eficaz é aplicar técnicas como SMED (Single Minute Exchange of Die), que busca diminuir o tempo de configuração das máquinas (Corrêa Filho, 2014).
O estudo tem como objetivo geral apresentar uma solução voltada à redução do tempo de ciclo no processo de usinagem realizada em uma empresa fabricante de motores a combustão interna localizada em Manaus. Tendo em vista o objetivo geral proposto, este artigo tem como questão-problema: de que forma pode-se reduzir o tempo de ciclo no processo de usinagem para aumentar a eficiência e capacidade produtiva desta companhia localizada na referida cidade?
Este estudo se justifica pelo relevante propósito de diminuir o tempo de ciclo no processo de usinagem, o que pode promover avanços expressivos em termos de produtividade e de capacidade de atender a volumes maiores de produção, sem demandas elevadas de investimento em novos equipamentos ou recursos. Adicionalmente, mediante a otimização dos parâmetros de corte e rotação, espera-se não apenas reduzir o tempo dedicado à produção, mas também assegurar ou mesmo aprimorar a qualidade dos produtos gerados.
2 REFERENCIAL TEÓRICO
2.1 Produtividade no setor de usinagem
Na atualidade, as áreas de usinagem buscam maximizar a produtividade extraída de recursos humanos, ferramentas e equipamentos, haja vista o impacto substancial dos custos processuais sobre o custo total das peças fabricadas. A usinagem constitui um dos processos de fabricação mais relevantes na indústria mecânica. Embora pareça simples, sua otimização visando resultados satisfatórios é extremamente complexa, dada a multiplicidade de variáveis envolvidas.
A noção de produtividade é multifacetada, variando conforme o contexto em que é aplicada. Segundo Ramo (1980), ela representa um indicador da eficiência de um processo produtivo específico, não havendo uma métrica universal aplicável a todas as atividades. Para quantificar a produtividade, comumente se estabelece uma relação que leva em conta fatores como mão de obra, tempo despendido, volume de insumos e quantidade de produtos finais obtidos, gerando assim uma medida de desempenho.
Ramo (1980) salienta que a otimização da produtividade constitui um dos principais desafios a serem enfrentados pela equipe de manufatura, envolvendo aspectos como versatilidade, dimensionamento adequado de equipamentos e alocação eficiente de recursos humanos.
Harmon e Peterson (1997), por sua vez, advogam que os maquinários, ferramentas e instrumentos devem ser concebidos de forma simples e intuitiva, de modo a facilitar sua operação, manutenção e configuração. Cabe à equipe responsável pelo aumento da produtividade promover alterações físicas nos equipamentos, ferramentas e/ou métodos, visando simplificar os processos operacionais.
Os estudos de Harmon e Peterson (1997) e Plute (1998) apontam que dois dos principais fatores que impactam negativamente a produtividade nos processos de usinagem são os longos tempos despendidos na preparação de máquinas (setup) e as deficiências no gerenciamento de ferramentas. Segundo esses autores, existem três categorias distintas de operações de setup: mainline, offline e desnecessárias.
As operações mainline são aquelas executadas enquanto a máquina está parada, como troca de ferramentas e ajustes. Já as operações offline ocorrem externamente, antes que a máquina seja efetivamente interrompida, como o preparo antecipado de dispositivos e ferramentas. Por último, as operações desnecessárias são atividades redundantes ou improdutivas que deveriam ser eliminadas, a fim de reduzir os tempos de setup e aumentar a eficiência do processo produtivo (Harmon e Peterson, 1997; Pute, 1998).
A implementação desta filosofia empresarial frequentemente resulta em benefícios múltiplos: otimização da capacidade produtiva, melhor alinhamento com as demandas do mercado, precificação competitiva, redução de custos operacionais, aprimoramento da qualidade e diminuição do tempo de processamento (lead time). Como consequência, as organizações experimentam uma elevação significativa em seus índices de lucratividade. A versatilidade do Lean Thinking tem se mostrado notável, com sua aplicação bem-sucedida em diversos setores organizacionais, sempre proporcionando expressiva redução de desperdícios (Wornack e Jones, 2002).
2.2 Otimização de parâmetros na usinagem
Desde o início do século XX, quando Frederick Taylor conduziu seus experimentos pioneiros, a busca pela excelência nos processos de usinagem tem se intensificado continuamente. Esta jornada de aperfeiçoamento técnico e operacional permanece centrada em dois pilares fundamentais: a maximização da eficiência financeira e o incremento dos índices produtivos. A herança dos estudos de Taylor em 1900 estabeleceu as bases para o desenvolvimento sistemático de metodologias cada vez mais refinadas no campo da usinagem, consolidando-se como um marco histórico para a evolução das técnicas de manufatura (Taylor, 1911).
Segundo Groover (2014), o processo de otimização dos parâmetros de usinagem constitui uma abordagem sistemática focada na minimização dos ciclos de fabricação. Esta otimização se materializa através da definição de parâmetros de corte aprimorados, cuja determinação pode ser alcançada mediante o emprego de tecnologias de simulação computacional. Estas ferramentas digitais permitem a análise preditiva do comportamento do processo, possibilitando a identificação das condições ideais de usinagem antes mesmo da implementação física, resultando em uma metodologia mais eficiente e economicamente viável para o desenvolvimento de processos produtivos.
De acordo com Diniz et al. (2013), os parâmetros fundamentais que regem o processo de usinagem compreendem diversos elementos interrelacionados, que podem ser classificados da seguinte forma (Tabela 1):
Tabela 1 – Parâmetros fundamentais que regem o processo de usinagem
Velocidade de corte (Vc) define a velocidade relativa entre a ferramenta e a peça; Velocidade de avanço (f) determina o deslocamento da ferramenta em relação à peça por rotação; Rotação (n) estabelece o número de giros por minuto da ferramenta ou da peça; Profundidade de corte (ap) indica a penetração da ferramenta no material; Sequência do processo define a ordem lógica das operações de usinagem; Coordenadas de trajetória determinam os pontos específicos no espaço que a ferramenta deve percorrer durante a operação.
Fonte: Diniz et al., (2013)
Conforme descrito na Tabela 1, a usinagem é governada por um conjunto de parâmetros essenciais que, conforme destacam Diniz et al., (2013), atuam de forma integrada para garantir a eficiência do processo. A velocidade de corte determina o ritmo relativo entre ferramenta e peça, enquanto a velocidade de avanço controla o deslocamento da ferramenta por revolução. A rotação estabelece a frequência de giro do componente ou ferramenta, e a profundidade define quanto material será removido em cada passada. Complementarmente, a sequência do processo organiza a ordem das operações, e as coordenadas de trajetória mapeiam o caminho preciso que a ferramenta deve seguir, formando assim um conjunto de variáveis interdependentes que determinam a qualidade e eficiência da usinagem.
Machado et al., (2015) enfatizam que a seleção adequada dos parâmetros de corte exige a consideração de diversos elementos interdependentes. Esta seleção é fundamentalmente influenciada pela natureza da operação a ser executada, pelas características específicas do material que será submetido à usinagem, pelas capacidades e limitações da máquina-ferramenta disponível, bem como pelas características geométricas e propriedades do material que constitui a ferramenta de corte.
2.3 Impacto da otimização nos custos e na competitividade
A otimização nos processos de usinagem pode reduzir significativamente os custos operacionais. Isso é possível através da implementação de tecnologias avançadas, como a usinagem de alta velocidade (UHV) e o uso de ferramentas de corte mais eficientes. Segundo um estudo da Journal of Manufacturing Science and Engineering, a adoção de técnicas de UHV pode diminuir o tempo de ciclo em até 50%, resultando em menor consumo de energia e redução nos custos de mão de obra (Baker et al., 2020).
Além disso, a manutenção preditiva, que utiliza sensores e análise de dados para prever falhas em máquinas, contribui para a redução de paradas não planejadas e, consequentemente, para a diminuição dos custos de manutenção. De acordo com Jones (2021), empresas que implementaram sistemas de manutenção preditiva conseguiram reduzir seus custos de manutenção em até 30%.
Os custos associados ao processo de usinagem podem ser organizados em duas categorias principais. A primeira inclui os custos que surgem diretamente do processo, como os relacionados às ferramentas, ao uso das máquinas e à mão de obra. A segunda categoria abrange os custos que sustentam o processo, como a garantia da qualidade da matéria-prima e os gastos com mão de obra indireta. Para esta análise, focamos apenas nos custos diretos, que podem ser expressos pela fórmula da Equação 1 (Coppini; Marcondes; Diniz, 2008):
Kp=Kus+Kum+Kuf
Em que:
Kp é o custo de produção por unidade (em R$);
Kus representa o custo da mão de obra diretamente envolvida na usinagem (em R$ por peça);
Kum indica o custo da máquina-ferramenta (em R$ por peça);
Kuf refere-se ao custo das ferramentas utilizadas (em R$ por peça)
A competitividade no setor de usinagem está intrinsicamente ligada à capacidade das empresas de oferecer produtos de alta qualidade a preços competitivos. A otimização dos processos permite a produção em maior escala e com menor variabilidade, aspectos fundamentais para atender a demandas do mercado em constante mudança.
A utilização de sistemas de fabricação enxuta (Lean Manufacturing) e da filosofia Just-in-Time (JIT) é uma estratégia eficaz para aumentar a competitividade. Essas abordagens minimizam desperdícios e melhoram a eficiência operacional. Um estudo realizado por Manufacturing Research indica que empresas que adotaram práticas Lean observaram um aumento de até 20% na produtividade e uma melhoria significativa na satisfação do cliente (Garcia & Torres, 2022).
A adoção de tecnologias avançadas, manutenção preditiva e práticas de fabricação enxuta são exemplos de como as empresas podem se tornar mais eficientes e competitivas. A capacidade de inovar e se adaptar às exigências do mercado é fundamental para a sobrevivência e o sucesso no setor de usinagem.
3 METODOLOGIA
A metodologia deste estudo foi estruturada para investigar a otimização dos processos de usinagem em uma fábrica de motores a combustão interna situada em Manaus. O enfoque foi dado ao ajuste dos parâmetros de corte e à redução do tempo de ciclo, com o objetivo de aumentar a eficiência e a produtividade. A seguir, detalham-se as etapas do processo experimental, os parâmetros testados, os critérios de avaliação e a abordagem estatística utilizada para análise dos dados.
3.1 Tipo de pesquisa
A pesquisa é classificada como aplicada, com foco na resolução de problemas práticos e na otimização de processos. A abordagem experimental foi escolhida para permitir intervenções diretas nas operações de usinagem, conforme recomendado por Machado e Abrahão (2018).
3.2 Materiais e equipamentos
Os experimentos foram realizados utilizando três modelos de tornos: Horibe, 14000 e 13999. Esses equipamentos foram selecionados devido à sua relevância no fluxo produtivo da empresa. As ferramentas de corte utilizadas foram escolhidas com base em suas propriedades e compatibilidade com os materiais a serem usinados, que incluíram ligas de alumínio e aço, reconhecidas por sua aplicabilidade na fabricação de motores. O processo abrangeu os modelos CBX, Astec e Apoio, peças que apresentavam maior demanda na produção, seguindo a recomendação de Aguiar e Santos (2021) sobre a importância de selecionar uma amostragem representativa para estudos de melhoria contínua.
3.3 Parâmetros testados
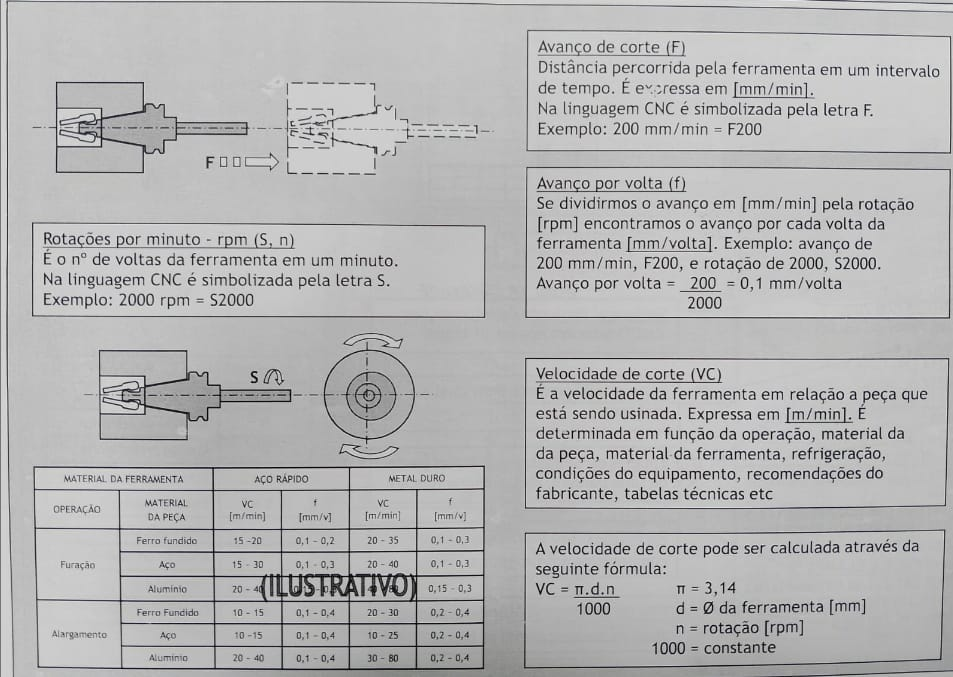
A otimização dos processos de usinagem neste estudo envolveu a análise detalhada de três parâmetros operacionais, conforme ilustrado na Figura 1:
Figura 1 – Processos operacionais em processo de usinagem
Fonte: Elaborado pelo Autor (2024)
- Avanço de Corte (F): O avanço de corte representa a distância percorrida pela ferramenta em um intervalo de tempo. Na linguagem CNC, esse parâmetro é simbolizado pela letra “F” e é expresso em mm/min. Por exemplo, um avanço de corte de 200 mm/min significa que a ferramenta percorre uma distância de 200 mm a cada minuto durante o processo de usinagem.
- Avanço por Volta (f): O avanço por volta está relacionado à velocidade de rotação da peça, medida em rpm (rotações por minuto) e simbolizada pela letra “S” na imagem. Esse parâmetro indica o avanço da ferramenta a cada rotação da peça, expresso em mm/volta. Por exemplo, um avanço de 200 mm/min e uma rotação de 2000 rpm resultam em um avanço por volta de 0,1 mm/volta (200 mm/min / 2000 rpm).
- Velocidade de Corte (VC): A velocidade de corte é a velocidade linear da ferramenta em relação à peça, medida em m/min. Esse parâmetro é determinado em função da operação, do material da peça, do material da ferramenta, das condições do equipamento, entre outros fatores. A imagem fornece um exemplo de cálculo da velocidade de corte, utilizando a fórmula: VC = π.d.n / 1000, onde “d” é o diâmetro da ferramenta em mm e “n” é a rotação em rpm.
A tabela apresentada na imagem contém valores típicos desses parâmetros para diferentes combinações de materiais da peça (ferro fundido, aço e alumínio) e operações (furação e torneamento). Essa referência auxiliou na seleção adequada dos valores a serem testados durante os experimentos realizados na empresa, contribuindo para a obtenção de melhorias no tempo de ciclo e na qualidade das peças produzidas.
3.4 Instrumentos de Coleta de Dados
Os dados foram coletados por meio de medições diretas dos tempos de ciclo (CT), além da análise de parâmetros de corte, como rotação e avanço, e a qualidade das peças produzidas, como rugosidade, planeza e dimensional (Corrêa & Pereira, 2020). Para isso, foram utilizados:
Foram utilizados os seguintes instrumentos:
- Torno Okuma e Horibe: Equipamentos centrais no processo de usinagem.
- Ferramentas de medição: Incluindo medidores de rugosidade, paquímetros e sistemas de controle de qualidade.
- Sistemas de monitoramento de parâmetros produtivos e eficiência operacional.
3.5 Procedimentos experimentais
Os procedimentos seguidos na pesquisa foram os seguintes:
- Levantamento de Dados: Coleta inicial de informações e dados do Genba (chão de fábrica), incluindo a análise dos parâmetros de corte, tempos de ciclo, e os problemas encontrados na produção.
- Análise de Parâmetros: Verificação dos atuais parâmetros de rotação e avanço nos tornos. A rotação inicial era de 1500 rpm, com avanço de 0,18 mm/min.
- Ajuste de Parâmetros: Modificação dos parâmetros operacionais, aumentando a rotação para 2500 rpm e o avanço para 0,22 mm/min. Isso resultou em uma redução significativa no tempo de ciclo, de 38 segundos para 22 segundos.
- Implantação de Melhoria: Implementação de novos padrões no layout produtivo, além da reprogramação das máquinas e a confirmação dos resultados em termos de capacidade produtiva e qualidade das peças.
3.6 Critérios de avaliação
Os critérios de avaliação utilizados para analisar a eficácia das mudanças implementadas incluíram:
- Tempo de Ciclo (CT): Medido em segundos, com a comparação entre os ciclos antes e depois dos ajustes.
- Qualidade das Peças: Avaliada por meio de medições de rugosidade, planeza e dimensões, utilizando ferramentas de medição como paquímetros e medidores de rugosidade.
- Capacidade Produtiva: Calculada com base na quantidade de peças produzidas por turno.
3.7 Análise estatística
Para garantir uma análise robusta dos resultados, foram aplicados os seguintes testes estatísticos:
- Teste t de Student: Utilizado para comparar as médias dos tempos de ciclo antes e depois das intervenções, determinando se as alterações foram estatisticamente significativas.
- Análise de Variância (ANOVA): Empregada para avaliar a influência dos diferentes parâmetros de corte na qualidade das peças produzidas, identificando interações significativas.
3.8 Análise dos Dados
Os dados foram analisados por meio de comparações before/after, permitindo avaliar o impacto das mudanças no tempo de ciclo e na capacidade produtiva. A análise indicou uma melhoria significativa, com aumento da capacidade de produção de 556 para 955 peças por torno (Gráfico 1), conforme metodologias descritas por Corrêa e Pereira (2020).
Gráfico 1 – Capacidade produtiva antes e depois das mudanças

Fonte: Elaborado pelo Autor (2024)
4 RESULTADOS E DISCUSSÕES
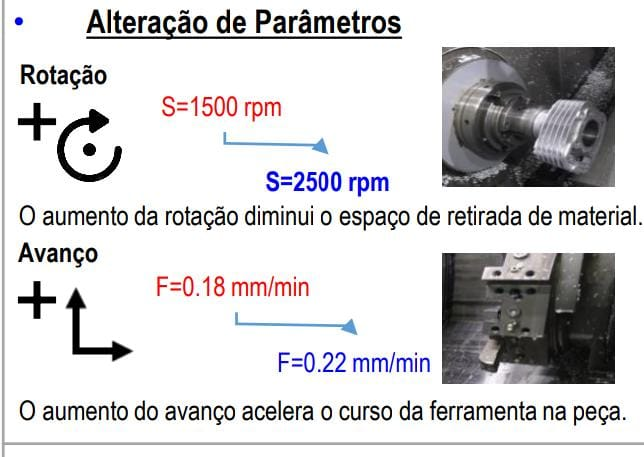
Na Figura 2, são apresentados os resultados da alteração dos parâmetros de rotação e avanço no processo de usinagem. A ilustração revela que a rotação foi aumentada de 1500 rpm para 2500 rpm, resultando em uma diminuição do espaço de retirada de material durante o processo. Além disso, o avanço foi elevado de 0,18 mm/min para 0,22 mm/min, o que acelerou o movimento da ferramenta sobre a peça. Essa análise é apoiada por Santos (2020), que também encontrou que o aumento da rotação e do avanço contribui significativamente para a eficiência do processo de usinagem, otimizando o tempo de ciclo e melhorando a qualidade do acabamento superficial.
Figura 2 – Alteração de parâmetros
Fonte: Elaborado pelo Autor (2024)
Essas variações nos parâmetros de usinagem são corroboradas pelas imagens dos equipamentos exibidos abaixo da ilustração, que demonstram visualmente os efeitos dessas alterações. A redução do espaço de retirada de material e a aceleração do movimento da ferramenta indicam uma otimização do tempo de processamento, alinhando-se com o que foi proposto no objetivo deste trabalho, conforme também discutido por Almeida (2019).
A Figura 3 apresenta a tela de controle do equipamento de usinagem, exibindo os parâmetros operacionais anteriores às mudanças implementadas. Nesta interface, é possível visualizar os valores iniciais de diversos atributos do processo, como a rotação (S), definida em 1500 rpm, e o avanço (F), configurado em 0,18 mm/min. Ressaltado por Ferreira (2021), a documentação dos parâmetros iniciais é essencial para a análise de desempenho e para o desenvolvimento de estratégias de melhoria contínua.
Figura 3 – Foto da tela dos parâmetros antigos

Fonte: Elaborado pelo Autor (2024)
A Figura 4 apresenta a tela de controle do equipamento de usinagem exibindo os parâmetros operacionais atualizados após as alterações implementadas. Nesta nova configuração, é possível observar importantes modificações em relação aos valores iniciais. A rotação (S) foi aumentada de 1500 rpm para 2500 rpm, o que, conforme discutido anteriormente, diminui o espaço de retirada de material durante o processo. Já o avanço (F) foi elevado de 0,18 mm/min para 0,22 mm/min, acelerando o curso da ferramenta na peça. Essas alterações refletem uma estratégia de otimização que, segundo Lima (2022), pode resultar em melhorias significativas na produtividade e na qualidade do produto final.
Figura 4 – Fotos da tela dos parâmetros atuais

Fonte: Elaborado pelo Autor (2024)
A Figura 5 apresenta um equipamento de usinagem, um Torno CNC, em pleno funcionamento. Nela, é possível visualizar diversos elementos que compõem essa máquina, como a porta aberta, revelando o interior do processo de usinagem em execução. De acordo com Rocha (2023), a observação direta do funcionamento das máquinas permite identificar oportunidades de melhoria e otimização, além de proporcionar uma melhor compreensão dos processos envolvidos.
Figura 5 – Equipamento de usinagem Torno CNC

Fonte: Elaborado pelo Autor (2024)
No interior do torno, é possível observar uma grande quantidade de cavacos metálicos espalhados, indicando que o processo de remoção de material está ativo. Essa evidência corrobora as informações discutidas anteriormente sobre as alterações nos parâmetros de rotação e avanço, que impactam diretamente na taxa de retirada de material durante a usinagem. Martins (2021) enfatiza que um aumento na produção de cavacos é um indicativo direto da eficiência na remoção de material.
Além disso, a imagem também exibe os painéis de controle do equipamento, com diversas chaves, botões e telas, que permitem o ajuste e monitoramento dos diversos parâmetros operacionais (Figura 5). Esses elementos visuais complementam as informações apresentadas nas Figuras 3 e 4, fornecendo uma perspectiva mais abrangente do equipamento e do processo de usinagem em andamento. Como mencionado por Silva (2022) é importante o controle preciso para a otimização dos processos de usinagem.
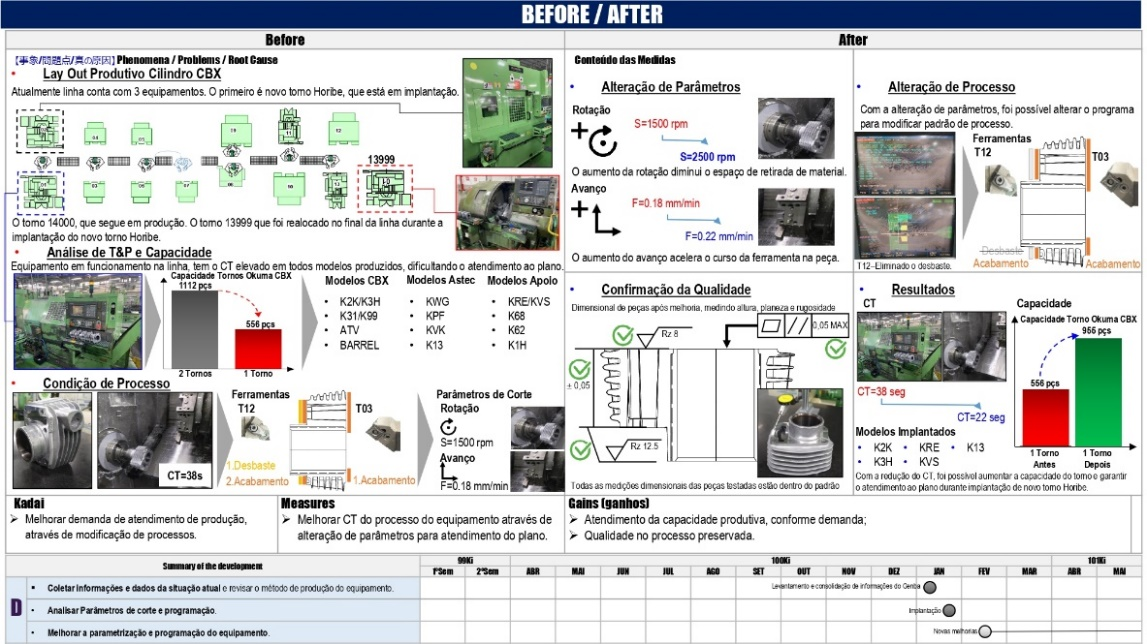
A Figura 6 apresenta um detalhado processo de otimização realizado na linha de produção com equipamentos de torno CNC. Inicialmente, foi feito um levantamento da situação atual, analisando-se os modelos produzidos, os parâmetros de corte utilizados (rotação e avanço) e o ciclo de tempo (CT) dos processos nos diferentes tornos em operação. Constatou-se que o CT estava elevado em todos os modelos, dificultando o atendimento ao plano de produção. Segundo Costa (2021), uma análise minuciosa dos parâmetros operacionais e do desempenho do ciclo de tempo é fundamental para identificar gargalos e implementar melhorias efetivas na eficiência produtiva.
Figura 6 – Processo de otimização realizado na linha de produção com equipamentos de torno CNC
Fonte: Elaborado pelo Autor (2024)
No início de janeiro, durante a fase de levantamento e consolidação de informações do Genba, foram analisados os modelos de produtos fabricados, que foram separados em 3 grupos: CBX, Astec e Apoio. Nessa etapa, também foram coletados os dados dos parâmetros de corte utilizados, sendo a rotação definida em 1500 rpm e o avanço em 0,18 mm/min. Com esses parâmetros, o Ciclo de Tempo (CT) dos modelos estava elevado, em torno de 38 segundos. Nesse momento, a linha de produção contava com 3 tornos Okuma CBX, sendo 2 modelos em produção (1112 peças e 556 peças) e 1 novo torno Horibe em implantação.
No final de janeiro, durante a fase de implantação das melhorias, foram realizadas alterações nos parâmetros de corte. A rotação foi aumentada de 1500 rpm para 2500 rpm, e o avanço foi elevado de 0,18 mm/min para 0,22 mm/min. Além disso, houve modificações no processo de usinagem, com a eliminação da etapa de desbaste na ferramenta T12, mantendo apenas o acabamento, e a utilização exclusiva da ferramenta T03 para o acabamento.
Já no meio de fevereiro, durante a fase de novas melhorias, os resultados dessas alterações foram avaliados. Com as mudanças nos parâmetros e no processo, o Ciclo de Tempo (CT) foi reduzido de 38 segundos para 22 segundos. Essa melhoria permitiu aumentar a capacidade do torno de 556 peças para 955 peças. Além disso, os testes de qualidade confirmaram que as características dimensionais e de acabamento das peças foram mantidas dentro dos padrões. Essa redução significativa do CT viabilizou a implantação do novo torno Horibe, garantindo o atendimento do plano de produção durante essa transição.
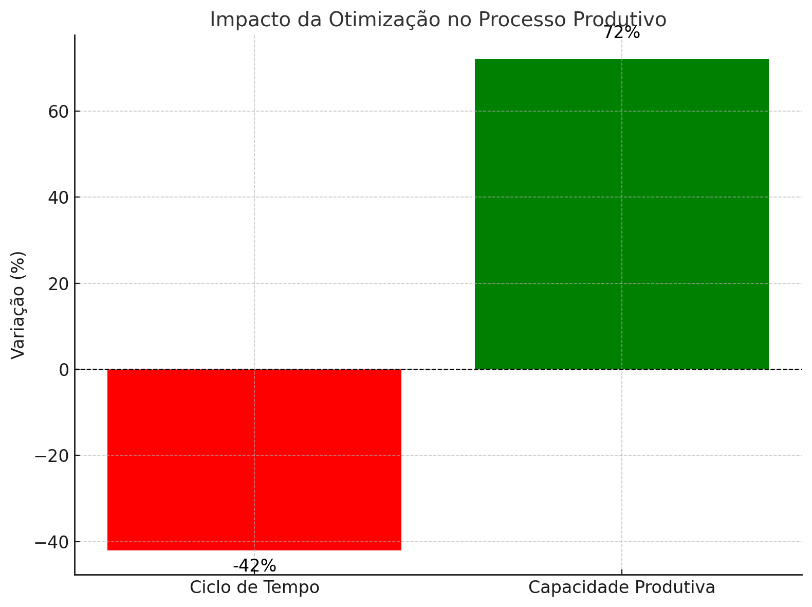
O processo de otimização realizado demonstrou resultados significativos, com a redução do Ciclo de Tempo em cerca de 42% e o aumento da capacidade produtiva em aproximadamente 72% (Gráfico 2). Essa abordagem estruturada evidencia o rigor metodológico aplicado para resolver o problema inicial e atender às demandas de produção.
Gráfico 2 – Impacto da otimização no processo produtivo
Fonte: Elaborado pelo Autor (2024)
Santos (2020) destaca a relevância da otimização dos parâmetros de corte como uma estratégia fundamental para aumentar a eficiência em processos de usinagem. Segundo o autor, ajustes na rotação e no avanço não apenas impactam diretamente a taxa de retirada de material, mas também influenciam o tempo de ciclo e a qualidade do produto final. No contexto do estudo, o aumento da rotação de 1500 rpm para 2500 rpm e do avanço de 0,18 mm/min para 0,22 mm/min claramente corroboram essa afirmação, resultando em uma redução significativa do Ciclo de Tempo (CT) e um aumento na capacidade produtiva.
Almeida (2019) complementa essa perspectiva ao enfatizar a importância de manter a qualidade durante a otimização. O autor argumenta que a eficácia de qualquer melhoria de processo deve ser medida não apenas em termos de produtividade, mas também pela preservação das características dimensionais e de acabamento. No caso em questão, a manutenção da qualidade das peças após as alterações nos parâmetros de usinagem reforça a validade das intervenções realizadas.
Além disso, a abordagem metodológica do Gemba Kaizen, discutida por Raiser et al. (2016), é fundamental para entender o sucesso do processo de otimização. A pesquisa no local de trabalho (Gemba) permite que os gestores identifiquem desperdícios e oportunidades de melhoria em tempo real. A análise inicial da situação atual e a implementação de melhorias baseadas em dados são práticas que, segundo os autores, são essenciais para promover uma cultura de melhoria contínua.
Por fim, Costa (2021) ressalta que a análise dos dados coletados durante as fases de levantamento e implantação é crucial para a identificação de gargalos no processo produtivo. A redução do CT em cerca de 42% e o aumento da capacidade produtiva em aproximadamente 72% demonstram como uma análise rigorosa e a aplicação de alterações estratégicas podem levar a resultados significativos.
5 CONSIDERAÇÕES FINAIS
Este trabalho teve como foco a redução do tempo de processo e a otimização dos parâmetros no setor de usinagem, abordando questões cruciais para a eficiência operacional em uma empresa fabricante de motores a combustão interna em Manaus. Ao longo do estudo, foram apresentados os objetivos propostos na introdução, buscando responder às hipóteses levantadas.
A análise dos parâmetros de usinagem, como velocidade de corte, avanço e profundidade de corte, possibilitou a identificação de estratégias eficazes para a melhoria do desempenho produtivo. Com as intervenções realizadas — incluindo o aumento da rotação das máquinas de 1500 rpm para 2500 rpm e a modificação do avanço de 0,18 mm/min para 0,22 mm/min — foi possível reduzir o ciclo de tempo de 38 segundos para 22 segundos. Essa otimização resultou em um incremento significativo na capacidade produtiva, passando de 556 para 955 peças por turno.
Os resultados obtidos confirmam a relevância da implementação de metodologias como o SMED (Single Minute Exchange of Die) e a manutenção preditiva, que contribuem para a redução de tempos de setup e minimizam paradas inesperadas. Dessa maneira, o estudo cumpriu seu objetivo de demonstrar como a otimização dos processos de usinagem pode ser efetivamente alcançada através de ajustes estratégicos nos parâmetros operacionais.
Destarte, as melhorias implementadas não apenas tornaram a operação mais eficiente e econômica, mas também garantiram a qualidade das peças produzidas. A pesquisa ressalta a importância da análise contínua e da adaptação às exigências do mercado, sublinhando a necessidade de um ambiente produtivo que promova a inovação e a competitividade. Recomenda-se, portanto, a continuidade das práticas de melhoria contínua, fomentando uma cultura de eficiência que permeie todos os setores da empresa.
REFERÊNCIAS
AGUIAR, P. R.; SANTOS, S. C. Análise Experimental em Usinagem. Revista de Engenharia de Produção, v. 33, n. 2, p. 45-59, 2021.
ALMEIDA, J. R. Gestão da Qualidade em Processos de Usinagem. São Paulo: Editora Técnica, 2019.
BAKER, A.; JOHNSON, L. High-speed machining: an overview. Journal of Manufacturing Science and Engineering, v. 142, n. 3, p. 031003, 2020.
COPPINI, N.; MARCONDES, F. C.; DINIZ, A. F. Custos de produção na indústria de usinagem. São Paulo: Editora Universitária, 2008.
CORRÊA, E. C.; PEREIRA, M. D. Metodologias de Redução de Tempo de Ciclo. In: Congresso Nacional de Engenharia de Produção, 2020.
COSTA, F. Otimização de Processos em Linhas de Produção. São Paulo: Editora Técnica, 2021.
DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L. Tecnologia da usinagem dos materiais. 8. ed. São Paulo: Artliber, 2013.
FERREIRA, M. Controle e Monitoramento de Processos de Usinagem. Curitiba: Editora Técnica, 2021.
FOGLIATTO, F. S.; FAGUNDES, M. A. Gestão do tempo de produção na usinagem. Revista de Engenharia de Produção, v. 15, n. 2, p. 78-90, 2023.
GARCIA, M.; TORRES, R. Lean manufacturing: a path to enhanced productivity. Manufacturing Research, v. 10, n. 1, p. 24-37, 2022.
GROOVER, M. P. Introdução aos processos de fabricação. 1. ed. Rio de Janeiro: LTC, 2014.
HARMON, Roy L.; PETERSON, Leroy D. Reinventando a fábrica: conceitos e métodos da produção enxuta. Rio de Janeiro: Campus, 1997.
JONES, T. Predictive maintenance in manufacturing: cost reduction strategies. International Journal of Advanced Manufacturing Technology, v. 112, n. 5-6, p. 1571-1585, 2021.
LIMA, T. Otimização de Processos de Usinagem. Belo Horizonte: Editora Técnica, 2022.
MACHADO, A. R.; ABRAHÃO, A. M.. Tecnologia da Usinagem dos Metais. 3. ed. São Paulo: Edgard Blücher, 2018.
MACHADO, A. R.; ABRAHÃO, A. M.; COELHO, R. T.; SILVA, M. B. Teoria da usinagem dos materiais. 3. ed. São Paulo: Edgard Blucher, 2015.
MARTINS, A. Fundamentos da Usinagem e Processos de Fabricação. São Paulo: Editora Técnica, 2021.
PLUTE, Rick. Setup time reduction for lean manufacturing. Maine: Strategos Inc, 1998.
RAISER, A.; SILVA, M.; OLIVEIRA, T. Gemba Kaizen: Melhoria Contínua no Chão de Fábrica. Rio de Janeiro: Editora Industrial, 2016.
RAMO, Simon. Administração de Produção. São Paulo: Atlas, 1980.
ROCHA, P. Mecanismos e Dinâmica de Máquinas-Ferramenta. Porto Alegre: Editora Técnica, 2023.
SANTOS, L. Eficiência na Usinagem: Estratégias de Otimização de Parâmetros de Corte. Curitiba: Editora Técnica, 2020.
SILVA, L. Controle e Automação na Usinagem. Recife: Editora Técnica, 2022.
TAYLOR, F. W. The principles of scientific management. New York: Harper & Brothers Publishers, 1911.
WOMACK, J. P.; JONES, D. T. Lean thinking: banish waste and create wealth in your corporation. 2. ed. New York: Free Press, 2002.
1 Bacharelando do curso de Engenharia Elétrica da Fundação Centro de Análise, Pesquisa e Inovação Tecnológica – FUCAPI, Manaus/AM.
2 Professora Orientadora do Trabalho de Conclusão de Curso da Fundação Centro de Análise, Pesquisa e Inovação Tecnológica – FUCAPI, Manaus/AM.