REGISTRO DOI: 10.5281/zenodo.10110234
Guilherme Manoel de Araujo
Heitor Silva Agrellos
Lucas Amorim Mendes
Alexandre Iartelli1
Resumo
O ensaio de tração permite analisar a resistência à tração de um material. Isso é dado através de resultados precisos que são representados graficamente, porém existem fatores que podem influenciar na análise dos resultados, como: o não dimensionamento correto da peça, má calibração da máquina, tipo de material utilizado no corpo de prova e entre outros fatores. Visando analisar um pouco mais sobre resistência dos materiais, foi encontrado algo que possa ser analisado se realmente o furo de centro no corpo de prova influência no resultado do ensaio.
Palavras-chave: tração; ensaio; corpo de prova; furo de centro; influência.
Abstract
The tensile test allows you to analyze the tensile strength of a material. This is given through precise results that are represented graphically, however there are factors that can influence the analysis of the results, such as: not correctly sizing the part, poor calibration of the machine, type of material used in the test piece and other factors. Aiming to analyze a little more about the resistance of the materials, something was found that can be analyzed whether the center hole in the test piece really influences the test result.
Keywords: traction; tensile; Test piece; center hole; influence.
1 INTRODUÇÃO
O presente artigo trata-se de uma pesquisa para detectar a influência do furo de centro em corpos de prova, para tanto, se fez devidamente necessário o acompanhamento em estudos, sobre a origem do material, desde sua composição siderúrgica, aos métodos de transformação, processo de produção, conformação, tratamento térmico, torneamento convencional e/ou CNC, até se chegar ao ensaio de tração e por fim, a análise dos resultados.
A partir dessa perspectiva, é oportuno repensar a forma como são realizados os cálculos e ensaios de tração, pois o estudo do furo de centro pode acarretar alguma diferença em seus resultados trazendo uma nova prática para o desenvolvimento de projetos com os novos resultados.
Sendo assim, relatar as contribuições de um sistema de ensaio de tração, bem como a aplicação dos conhecimentos obtidos por intermédio do ensino superior em Mecânica, que alicerçaram o estudo do furo de centro no corpo de prova, mostrou-se oportuno. Na sequência, demonstram-se os resultados obtidos de uma aplicação técnica acadêmica para determinar a tendência de rompimento para o futuro do centro.
Nesta fase, num olhar mais amplo, o mundo se transforma diante deste cenário, as empresas reformulam estratégias, realizam novos estudos, escolhem outros materiais para que se consiga um novo/melhor aproveitamento das qualidades mecânicas de um determinado produto e/ou projeto.
Contudo, para que isso se efetive, é fundamental que seja realizado e conferido os resultados obtidos através dos ensaios testes para que não se tomem medidas erradas em relação ao que se diz respeito dos materiais, para que se tenha um projeto adequado.
1.1 Justificativa
Visando novas contribuições para o estudo e desenvolvimento de métodos mais eficientes na fabricação de um material ou até mesmo em um processo de fabricação, pensou-se em ir afundo em pesquisas e estudos sobre uma das possibilidades que impactam ou não um processo de produção, dito isso, uma das formas escolhidas para serem aprofundadas, foi a influência do furo de centro no corpo de prova.
1.2 Objetivo geral
O objetivo geral deste trabalho é demonstrar a importância e fazer uma análise do furo de centro no corpo de prova, isso envolve muitas vezes o setor de qualidade e de produção da empresa. A otimização de furos possibilita o aumento de qualidade e produção em várias situações. Sendo assim, podem-se estabelecer os seguintes objetivos específicos:
1.2.1 Objetivos específicos
Para realizar este estudo, foram utilizados e coletados alguns dados a fim de comparar os processos de furos propostos, tais como:
• Analisar e realizar ensaios na máquina de tração;
• Estudar possíveis influências;
• Trazer resultados que possam ter consequências positivas nos processos propostos;
• Avaliar a qualidade dos processos propostos.
1.3 Citações e formatação das referências
Segundo Walter (2015), nos dias atuais, a grande maioria das pessoas não se contentam com resultados ruins quando se trata da má qualidade de um material. Por um longo período de tempo, os testes dos produtos eram realizados por meio artesanal, sem ter um certo controle de qualidade.
Realizava-se testes de qualidade de uma lâmina de aço, a dureza de um prego ou a pintura de um objeto, simplesmente utilizando o material sem ter um estudo por trás para procurar entender sobre suas propriedades.
Para definir a qualidade das peças, baseava-se pelo período de duração da ferramenta, caso tivesse um desgaste prematuro que conduzisse à rápida quebra da ferramenta, este era o método utilizado racionalmente para determinar sua qualidade; ou seja, as análises da qualidade dos produtos eram baseadas no comportamento da ferramenta ou de outros objetos somente depois de pronto.
Com o acesso à diversas novas matérias-primas e o desenvolvimento dos processos de fabricação, tornou-se obrigatório a criação de métodos para que fossem padronizados a produção, no mundo inteiro. Juntamente com a padronização, desenvolveu-se e criou-se processos e métodos de controle de qualidade dos produtos.
Desde então, nos dias de hoje, entende-se que o controle de qualidade deve-se iniciar pela matéria-prima e ser controlado durante todo o processo de produção, incluindo a inspeção periódica e os ensaios finais nos produtos acabados.
Os ensaios de matérias são de extrema importância, visto que é por meio deles que se verifica se os materiais apresentam as propriedades que os tornarão adequados à sua devida utilização.
Os ensaios mecânicos dos materiais, são definidos por procedimentos padronizados que consistem em cálculos, gráficos, testes e consultas a tabelas, através de normas técnicas. Para a realização de um ensaio, basicamente consiste em submeter um objeto já produzido, ou um material que será processado industrialmente, a situações que simulem os esforços em que eles sofrerão em condições reais de uso, chegando às extremas limitações do material.
Os ensaios são realizados em laboratórios específicos para esse determinado tipo de trabalho, ou até mesmo na própria oficina.
Os resultados gerais dos materiais são fornecidos através de ensaios, podendo ser aplicados a diversos casos.
Na Mecânica, existem algumas formas para se classificar os ensaios, como por exemplo, ensaio destrutivo e não destrutivo.
Dentro do ensaio destrutivo, tem-se o ensaio de tração, método utilizado para tracionar o material até a sua ruptura, podendo ser analisado através de um gráfico gerado por computador.
Para se ter um padrão e não ter a possibilidade de ocorrer resultados duvidosos em um ensaio, criou-se normas para descrever as condições em que o material deve ser ensaiado, estas condições foram feitas através de diversos estudos e ensaios realizados em laboratórios de confiança e unificada em normas técnicas, estabelecidas por entidades especializadas. No Brasil, a entidade que estabelece estas normas é a ABNT.
A normalização descreve as condições em que um material deve ser ensaiado, para que não ocorram resultados duvidosos. Ela é conseguida através de uma série de recomendações já testadas em laboratórios confiáveis e reunidas em normas técnicas estabelecidas por entidades especializadas. As normas servem para trazer diversas
Segundo Dias e Teodósio (2006), um dos temas ambientais mais destacados na agenda de discussão a respeito do meio ambiente refere-se aos resíduos sólidos, sobretudo, aqueles provenientes dos grandes centros urbanos.
E nesta esteira de raciocínio, diferentes estudos e publicações científicas têm enfocado variados fenômenos relacionados à geração, coleta, disposição e reciclagem do lixo urbano. O que torna pertinente uma contextualização histórica a respeito do tema.
Do ponto de vista sociocultural, a disposição dos resíduos sólidos urbanos apresenta problemas relacionados à instalação adequada dos mesmos, ao espaço físico ocupado pelos rejeitos e à proliferação de doenças para parte da população que mora próxima e sobrevive da comercialização desses resíduos.
Nos países desenvolvidos, principalmente na Europa, existem problemas nítidos relacionados ao espaço físico para alocação de rejeitos. Em alguns países, os resíduos sólidos são transportados por longas distâncias até alcançar sua destinação final.
Motivo que levou Zanin e Mancini, a listarem, ainda, 28 (vinte e oito) universidades e centros de pesquisa brasileiros com forte concentração na região Sudeste, que desenvolvem investigações relacionadas à reciclagem e reutilização de resíduos, sobretudo, com ênfase no desenvolvimento tecnológico.
Cabe destaque também ao fato de que o Ministério do Meio Ambiente vem acompanhando a expansão do trabalho dos catadores de recicláveis nas últimas décadas. Com base nesse acompanhamento, uma série de informações discutem suas condições de trabalho, modus operandi, natureza organizativa e constituição como sujeitos de cidadania. Um progresso na área que ainda carece de estudos e legislações mais específicas.
Para Rezende, Dalmácio e Slomski (2006), a maior preocupação das empresas tem sido com o trabalho logístico direto entre suas plantas fabris e o consumidor final, envolvendo complexos sistemas de planejamento, de forma que todo o processo ocorra com precisão, objetivando assim, a satisfação do cliente e a rentabilidade do negócio. Crivellaro e Sousa (2011), relatam que o movimento inverso, ou ainda, a logística reversa é considerada por muitos gestores como apenas um processo de reciclagem de embalagens que, na maioria das vezes, devido à limitação de planejamento reverso, acaba sendo um grande gerador de custos.
Em complemento, a relação ao fabricante considera-se 03 (três) forças motrizes que podem direcionar as ações a favor da reciclagem: a economia, a legislação e a responsabilidade estendida, conforme a seguir se verá. Nessa perspectiva, ainda, os pesquisadores FIORI et alii (2014), descrevem in verbis:
A reciclagem gera, ainda, uma série de importantes benefícios sociais. Em primeiro lugar, trata-se de um comportamento que aumenta a consciência ecológica na comunidade formando cidadãos e promovendo o desenvolvimento sustentável, além de se tratar de atitudes simples, como por exemplo, o trabalho voluntário de coleta seletiva em uma comunidade, aproximando cidadãos. Outro importante benefício da reciclagem é a possibilidade de inclusão social das classes menos favorecidas, já que ela pode empregar de imediato um exercício de mão de obra não qualificada. As entidades assistenciais podem e devem exercer um papel importante na implantação da reciclagem ambiental em diferentes comunidades. Assim, as escolas se tornam um vetor muito importantes na implantação de qualquer programa de reciclagem.
2 MATERIAIS E MÉTODOS (METODOLOGIA)
O primeiro passo para a realização da confecção dos corpos de prova, foi realizar a pesquisa das medidas de um corpo de prova nas normas ABNT. A norma utilizada foi a ABNT NBR ISO 6892-1.
Após realizar as devidas pesquisas, realizou-se o desenho técnico no programa Autodesk Inventor, realizados nas medidas segundo a norma ABNT, conforme peça demostrada na imagem 1:
Figura 1 – Desenho final do corpo de prova

Fonte: Imagem Autodesk Inventor (2023)
Após a execução do desenho técnico, realizou-se a programação da peça para ser utilizado no Torno CNC e posteriormente executar a usinagem do corpo de prova. Optou-se para realizar a usinagem em torno CNC, visto que no Torno CNC as peças teriam menos possibilidade de erros e maior facilidade para usina-las, pois realizou-se diversas peças idênticas. Por fim, as programações realizadas foram feitas conforme abaixo:
o0101(Corpo de Prova)
N5 G53 G00 X240 Z300 T00
N10 G54 (POSIÇÃO 1)
N15 T0101 (DESBASTE EXTERNO)
N20 G96 S200 M04
N25 G92 S3500
N30 G00 X25 Z1 M07
N31 G01 X-1.6 F0.15
N32 G01 Z1.5
N33 G00 X25
N34 Z0
N35 G01 X-1.6 F0.15
N40 G01 Z1.5
N41 G42
N45 G00 X17
N46 G01 X23 Z-1.5
N47 G40
N50 G53 G00 X240 Z300 TOO M09
N55 T0707 (BROCA DE CENTRO)
N60 G97 S2000 M03
N65 G00 X0 Z5 M07
N70 G83 Z-6 R3 Q1500 F0.08
N75 G80
N80 G53 G00 X240 Z300 T00 M9
N85 T0505 (BEDAME)
N90 G00 X18 Z118.5 (POSIÇÃO2)
N95 M00 (PUXAR PEÇA)
N96 G00 X30 Z130
PROGRAMA 2
N100 G55 ((G54) +118.5)
N110 G53 G00 X240 Z300 T00 M09
N115 M00 (M28 AVANÇAR PONTO)
N116 T0101 (DESBASTE EXTERNO)
N117 G96 S200 M04
N118 G92 S3500
N120 G00 X25 Z1.5 M07
N125 G71 U1 R1
N130 G71 P135 Q145 U0.8 W0
N135 G00 X21
N140 G01 Z-118.5 F0.15
N145 G01 X25
N150 G53 G00 X240 Z300 T00 M9
N155 T0303 (ACABAMENTO EXTERNO)
N160 G96 S250 M04
N165 G92 S3500
N170 G00 X25 Z1.5 M07
N175 G70 P135 Q145 F0.10
N180 G53 G00 X240 Z300 T00 M09
N185 T0303 (ACABAMENTO EXTERNO)
N190 G96 S200 M04
N195 G92 S3500
N200 G00 X22.5 Z-15 M07
N205 G01 X19.5 Z-16.5 F0.12
N210 Z-102.8
N215 X22.5
N220 G00 Z-14.25
N225 G01 X18 Z-16.5
N230 Z-102.8
N235 X22.5
N240 G00 Z-13.5
N245 G01 X16.5 Z-16.5
N250 Z-102.8
N255 X22.5
N260 G00 Z-12.75
N265 G01 X15 Z-16.5
N270 Z-102.8
N275 X22.5
N280 G00 Z-12
N285 G01 X14 Z-16.5
N290 Z-102.8
N295 X22.5
N300 G00 Z-23
N305 G00 X16.64
N310 G02 X12.5 Z-28.65 R8.75 F0.12
N315 G01 Z-84.35
N320 G02 X16.64 Z-90 R8.75
N325 G00 X22.5
N330 G00 Z-23
N335 G00 X14.727
N340 G02 X11 Z-28.65 R9.5
N335 G00 X22.5
N340 G53 G00 X240 Z300 T00 M09
N345 TO505 (BEDAME)
N350 G96 S150 M4
N355 G92 S2500
N360 G0 X22.5 Z-18 M07
N365 G1 X18 F0.05
N370 G1 X22.5 F0.2
N375 G0 Z-16.5
N380 G1 X18 F0.05
N385 X22.5 F0.2
N390 G0 Z-15
N395 G1 X18 F0.05
N400 X22.5 F0.2
N405 G0 Z-14
N410 G1 X18 F0.05
N415 X22.5 F0.2
N420 G0 Z-18
N425 G1 X15 F0.05
N430 X22.5 F0.2
N435 G0 Z-16.5
N440 G1 X15 F0.05
N445 X22.5 F0.2
N450 G0 Z-15
N455 G1 X15 F0.05
N460 X22.5 F0.2
N465 G0 Z-14
N470 G1 X15 F0.05
N475 X22.5 F0.2
N480 G0 Z-18
N485 G1 X13.7 F0.05
N490 X22.5 F0.2
N495 G0 Z-16.5
N500 G1 X13.7 F0.05
N505 X22.5 F0.2
N510 G0 Z-15
N515 G1 X13.7 F0.05
N520 X22.5 F0.2
N525 G0 Z-14
N530 G1 X13.7 F0.05
N535 X22.5 F0.2
N540 T0303 (ACABAMENTO EXTERNO)
N545 G96 S200 M04
N550 G92 S3500
N555 G00 X22.5 Z-22.037
N560 G42 G01 X15
N565 G02 X10 Z-28.65 R10
N570 G01 Z-84.35
N575 G02 X13.5 Z-90 R10
N580 G01 Z-103
N585 X22.5 Z-104.25
N590 G40
N595 G53 G00 X240 Z300 T00 M9
CORTE
N600 T0505 (BEDAME)
N605 G96 S150 M4
N610 G92 S1500
N615 G00 X22.5 Z-117 M07
N620 G01 X16.8 F0.05
N625 X22.5
N630 G00 Z-118.5
N635 G01 X12.6 N640 X18
N645 G00 Z-117
N650 G01 X8.4
N655 X14
N660 G00 Z-118.5
N665 G01 X6.2
N670 X22.5 F0.15
N675 G00 Z-114.75
N680 G01 X20 Z-116 F0.05
N685 X7
N690 M00 (M29-RECUAR PONTA)
N695 G04 U2
N700 G01 X-1
N705 Z-110
N710 G00 X22.5
N715 G53 G00 X240 Z300 T00 M9
N720 M30
Após a realização da programação, foram feitas as simulações no software para identificar se havia algum erro de programação. Após todas as conferências, realizou-se a compra dos materiais, sendo: 1 (um) tarugo de barra de aço 1020 trefilado de 1” e 1 (um) tarugo de alumínio red. 6351 t6 de 1”.
Posteriormente a compra de todos os materiais, levou-se os materiais para serem usinados nas medidas determinadas na norma ABNT, conforme figura 2:
Figura 2 – Desenho com medidas da Norma ABNT do corpo de prova
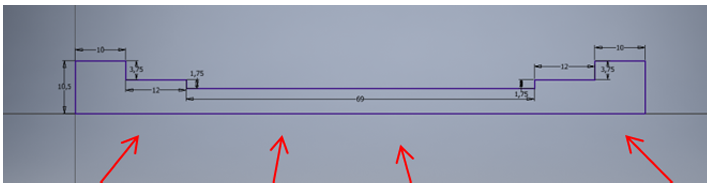
Fonte: Autoria própria (2023)
Foram usinados no total de 40 (quarenta) peças, sendo:
• 20 (vinte) peças de aço no total, 5 (cinco) delas com furo embaixo, 5 (cinco) com furo em cima, 5 (cinco) com furos embaixo e em cima e 5 (cinco) sem furo;
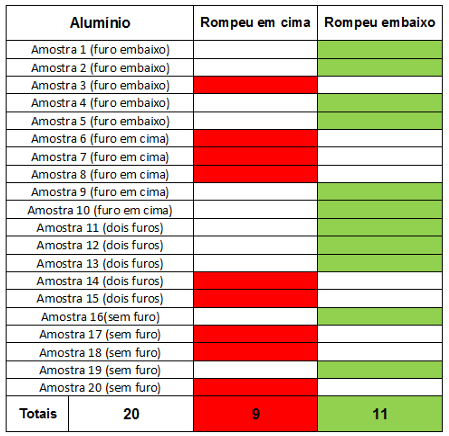
• 20 (vinte) peças de alumínio, 5 (cinco) delas com furo embaixo, 5 (cinco) com furo em cima, 5 (cinco) com furos embaixo e em cima e 5 (cinco) sem furo.
3 RESULTADOS E DISCUSSÃO
O projeto desenvolvido realizou estudos na área da Mecânica, por meio dos quais foram usinados corpos de prova em aço e alumínio para a realização do ensaio de tração, ensaio este que tem como objetivo verificar suas propriedades mecânicas, como por exemplo, zona elástica, plástica e rompimento.
A realização da usinagem dos corpos de prova foi definida a partir do número de ensaios a serem realizados, cada qual com sua especificação: Furo acima/abaixo, sem furo e furo em ambos os lados.
Na usinagem em torno CNC, foi necessário o auxílio e supervisão do torneiro mecânico Sérgio, no qual foi desenvolvido o programa para a execução da usinagem nos tarugos de aço e alumínio, ambos com as mesmas medidas.
No torno mecânico foi realizada a retirada do excesso de material bem como a remoção do furo de centro em determinadas peças.
Para explicar o motivo do ensaio com os furos em determinadas posições se deve ao fato de que durante o ensaio de tração o corpo de prova é fixado na máquina onde a força aplicada é para cima. Para entender melhor se fez necessário o ensaio em posições diferentes.
Para realizar e analisar o ensaio de tração foi utilizada a máquina Universal de Ensaios, com o auxílio dos profissionais do laboratório em que estavam presentes no momento da execução do ensaio, este ensaio tem-se por objetivo tracionar o material até seu ponto de ruptura, permitindo medir e verificar seu alongamento.
Os resultados deste ensaio são analisados através de gráficos em que constam os valores referentes às tensões de escoamento, ruptura e zona de estricção, conforme gráfico 1.
Gráfico 1 – Resultado final dos ensaios de tração

Fonte: Máquina Kratos (2023)
O gráfico acima demonstra o resultado obtido ao término do ensaio. Denomina-se “gráfico carga/deformação”, onde na linha vertical representa-se a carga (N) e na linha horizontal representa-se a deformação (mm). A relação desses dados é utilizada nos cálculos de alongamento.
Os resultados obtidos com os ensaios de tração, estão tabelados, conformes figuras 2 e 3:
Figura 2 – Tabela de resultados obtidos nos ensaios
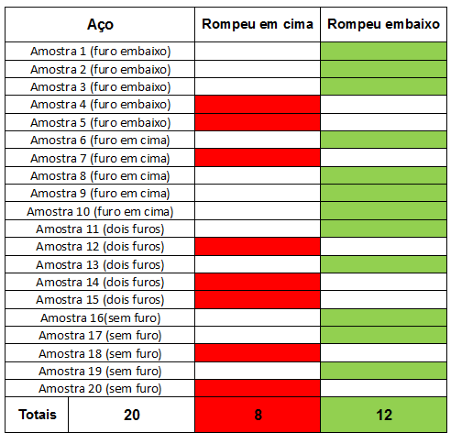
Figura 3 – Tabela de resultados obtidos nos ensaios
4 CONSIDERAÇÕES FINAIS/ CONCLUSÕES
Depois de realizar os ensaios com diversos corpos de prova distintos, foi chegado à conclusão de que o furo de centro não influencia no mesmo.
Os resultados obtidos comprovam essa afirmação, durante os ensaios o local da zona de ruptura não era normalizado, ou seja, não rompia no mesmo ou próximo lugares um dos outros, o que se levou a pensar que fossem outros fatores que poderiam afetar, como o processo de fabricação do material: as barras utilizadas para a produção dos corpos de prova foram laminadas, o sentido dessa laminação pode ter influenciado.
O sentido de usinagem do corpo de prova também pode ser um dos motivos para que essa anormalidade do local da zona de ruptura ocorra.
Foi um estudo muito importante, pois através dele foi possível analisar, não somente a influência do furo de centro, mas também outros fatores que podem influenciar no ensaio.
5 REFERÊNCIAS BIBLIOGRÁFICAS
Internet
Apenas 53% das garrafas PET produzidas são recicladas: Taxa ainda é muito baixa se comparada às latas de alumínio, que já têm 96%. 180º. Meio Ambiente Alerta. Disponível em: hTps://www.ipen.br/biblioteca/cd/cbpol/2009/PDF/731.pdf>. Acesso em: 27 set. 2023.
Internet
BRASIL. Lei de Polí^ca Nacional dos Resíduos Sólidos: Lei nº 12.305/2010. Disponível em: < hTp://www.planalto.gov.br/ccivil_03/_ato2007-2010/2010/lei/l12305>. Acesso em: 8 jun. 2023.
Monografia, dissertação e tese
CRIVELLARO, F.; SOUSA, F. Logís^ca reversa um colaborador para o meio ambiente. São Paulo: UniSALESIANO, 2011.
Monografia, dissertação e tese
DALMÁCIO, F.; REZENDE, A. J.; SLOMSKI, V. Impacto econômico-financeiro da logís^ca reversa: uma aplicação no segmento de distribuição de matérias-primas farmacêu^cas. São Paulo: USP, 2006.
DIAS, S. L. F. G.; TEODÓSIO, A. S. S. Reciclagem do PET: desafios e possibilidades. Minas Gerais: Scholar, 2006.
Periódico
FIORI, A. P. S. de M.; MEDEIROS, E. R. A.; SANTOS, R. M. dos. Reu^lização da garrafa pet como alterna^va de educação ambiental para crianças do Ensino Fundamental I: estudo de caso. Alagoas: IFAL, 2014.
Livro
GOLÇANVES, Walter. Fundamentos da Mecânica I. SENAI/SP, 2015.
GOLÇANVES, Walter. Fundamentos da Mecânica II. SENAI/SP, 2015.
Internet
Logís^ca reversa na cadeia produ^va de embalagens de papelão no polo industrial de Manaus. I Seminário Internacional de Ciências do Ambiente e Sustentabilidade na Amazônia. Disponível em: <hTp://seminariodoambiente.ufam.edu.br/2010/anais/rn38.pdf>. Acesso em: 18 mai 2023.
Internet
MACIEL, C. Produção de lixo no país cresce 29% em 11 anos: mostra pesquisa. Agência Brasil, 2015. Disponível em: < hTp://agenciabrasil.ebc.com.br/geral/no^cia/2015-07/producao-de-lixono-pais-cresce-29-em-11-anos-mostra-pesquisa-da-abrelpe>. Acesso em: 05 mai 2023.
Internet
MILAN, P. Garrafas PET: de vilãs a mocinhas. Gazeta do Povo, 2008. Disponível em: <hTp://www.gazetadopovo.com.br/vida-e-cidadania/garrafas-pet-de-vilas-a-mocinhasbapaq6ejbupbktgk6sTqmrm6>. Acesso em: 03 mai 2023.
O mercado para reciclagem. Compromisso Empresarial de Reciclagens. Disponível em:<hTp://cempre.org.br/ar^go-publicacao/ficha-tecnica/id/8/pet>. Acesso em: 05 mai 2023.
1 Orientação – Professor